工件上的定位基准面与相应的定位元件合称为定位副。定位副的选择及其制造精度直接影响工件的定位精度和夹具的工作效率以及制造使用性能等。下面按不同的定位基准面分别介绍其所用定位元件的结构形式。
1.工件以平面定位
(1) 支承钉
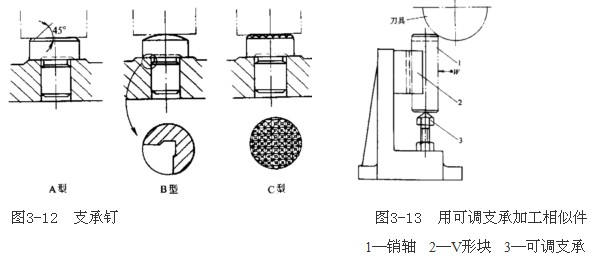
如图3-12所示。当工件以粗糙不平的毛坯面定位时,采用球头支承钉(B型),使其与毛坯良好接触。齿纹头支承钉(C型)用在工件的侧面,能增大摩擦系数,防止工件滑动。当工件以加工过的平面定位时,可采用平头支承钉(A型)。
在支承钉的高度需要调整时,应采用可调支承。可调支承主要用于工件以粗基准面定位,或定位基面的形状复杂,以及各批毛坯的尺寸、形状变化较大时。如图3-13是在规格化的销轴端部铣槽,用可调支承3轴向定位,达到了使用同一夹具加工不同尺寸的相似件的目的。
可调支承在一批工件加工前调整一次,调整后需要锁紧,其作用与固定支承相同。
在工件定位过程中能自动调整位置的支承称为自位支承。其作用相当于1个固定支承,只限制1个自由度。由于增加了接触点数,可提高工件的装夹刚度和稳定性,但夹具结构稍复杂,自位支承一般适用于毛面定位或刚性不足的场合。如图3-10(a)中的球面支承。
工件因尺寸形状或局部刚度较差,使其定位不稳或受力变形等原因,需增设辅助支承,用以承受工件重力、夹紧力或切削力。辅助支承的工作特点是:待工件定位夹紧后,再调整辅助支承,使其与工件的有关表面接触并锁紧。而且辅助支承是每安装一个工件就调整一次。但此支承不限制工件的自由度,也不允许破坏原有定位。
(2) 支承板
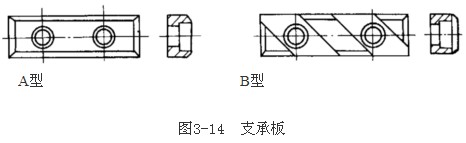
工件以精基准面定位时,除采用上述平头支承钉外,还常用图3-14所示的支承板作定位元件。A型支承板结构简单,便于制造,但不利于清除切屑,故适用于顶面和侧面定位;B型支承板则易保证工作表面清洁,故适用于底面定位。
夹具装配时,为使几个支承钉或支承板严格共面,装配后,需将其工作表面一次磨平,从而保证各定位表面的等高性。
2.工件以圆柱孔定位
各类套筒、盘类、杠杆、拨叉等零件, 常以圆柱孔定位。所采用的定位元件有圆柱销和各种心轴。这种定位方式的基本特点是:定位孔与定位元件之间处于配合状态,并要求确保孔中心线与夹具规定的轴线相重合。孔定位还经常与平面定位联合使用。
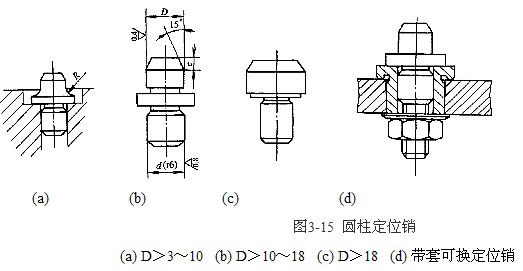
(1) 圆柱销
图3-15为常用的标准化的圆柱定位销结构。图(a)、(b)、(c)是最简单的定位销,用于不经常需要更换的情况下。图(d)带衬套可换式定位销。
(2) 圆柱心轴
心轴主要用于套筒类和空心盘类工件的车、铣、磨及齿轮加工。图3-16为常用圆柱心轴的结构形式。其中(a)为间隙配合心轴,(b)为过盈配合心轴,(c)是花键心轴。
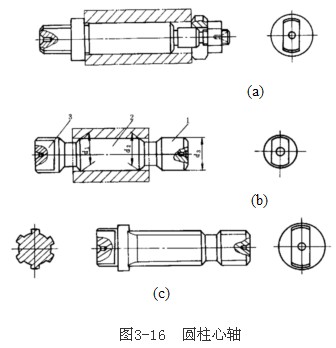
(a) 间隙配合心轴 (b) 过盈配合心轴 1—引导部分 2—工作部分 3—传动部分 (c) 花键心轴
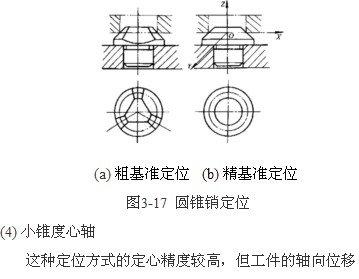
(3) 圆锥销
如图3-17所示,工件以圆柱孔在圆锥销上定位。孔端与锥销接触,其交线是一个圆,相当于三个止推定位支承,限制了工件的三个自由度( 、 、 )。图(a)用于粗基准,图(b)用于精基准。
但是工件以单个圆锥销定位时易倾斜,故在定位时可成对使用,或与其它定位元件联合使用。如图3-18采
用圆锥销组合定位,均限制了工件的五个自由度。
误差较大,适用于工件定位孔精度不低于IT7的精车和磨削加工,不能加工端面。
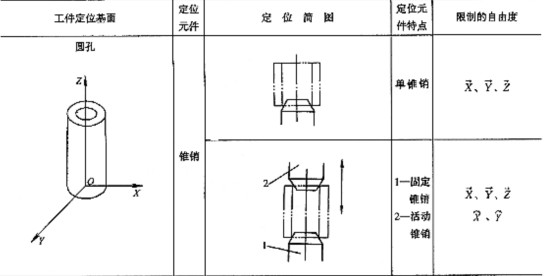
3.工件以圆锥孔定位
(1) 圆锥形心轴
圆锥心轴限制了工件除绕轴线转动自由度以外的其它五个自由度。
(2) 顶尖
在加工轴类或某些要求准确定心的工件时,在工件上专为定位加工出工艺定位面——中心孔。中心孔与顶尖配合,即为锥孔与锥销配合。两个中心孔是定位基面,所体现的定位基准是由两个中心孔确定的中心线。图3-19所示,左中心孔用轴向固定的前顶尖定位,
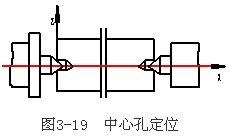
限制了 、 、 三个自由度;右中心孔用活动后顶尖定位,与左中心孔一起联合限制了 、 两个自由度。中心孔定位的优点是定心精度高,还可实现定位基准统一,并能加工出所有的外圆表面。这是轴类零件加工普遍采用的定位方式。
4.工件以外圆柱表面定位
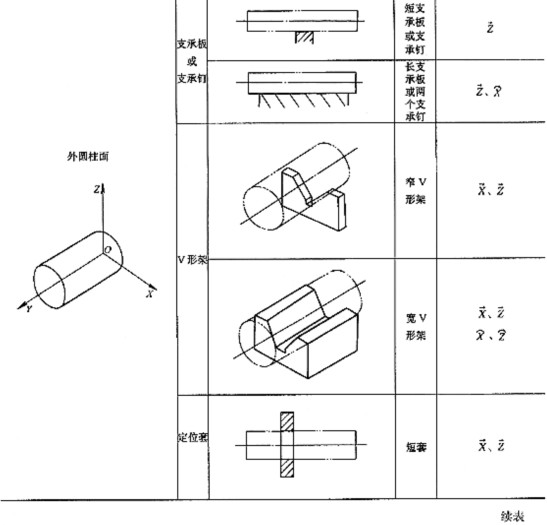
(1) V形架
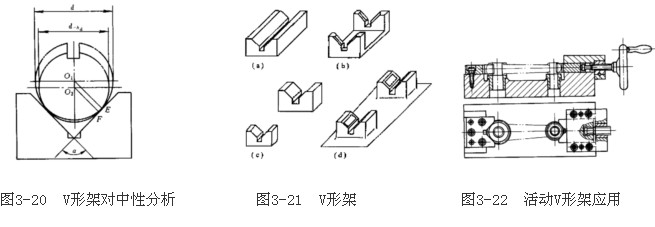
V形架定位的最大优点是对中性好。即使作为定位基面的外圆直径存在误差,仍可保证一批工件的定位基准轴线始终处在V形架的对称面上;并且使安装方便。见图3-20。
图3-21为常用V形架结构。图(a)用于较短的精基准面的定位,图(b)和图(c)用于较长的或阶梯轴的圆柱面,其中图(b)用于粗基准面,图(c)用于精基准面;图(d)用于工件较长且定位基面直径较大的场合,V形架做成在铸铁底座上镶装淬火钢垫板的结构。
V形架可分为固定式和活动式。固定式V形架在夹具体上的装配,一般用螺钉和两个 定位销连接。活动V形架除限制工件一个自由度外,还兼有夹紧作用,其应用见图3-22。
(2) 定位套
工件以外圆柱面在圆孔中定位,这种定位方法一般适用于精基准定位,常与端面联合定位。所用定位件结构简单,通常做成钢套装于夹具中,有时也可在夹具体上直接做出定位孔。
工件以外圆柱面定位,有时也可用半圆套或锥套作定位元件。
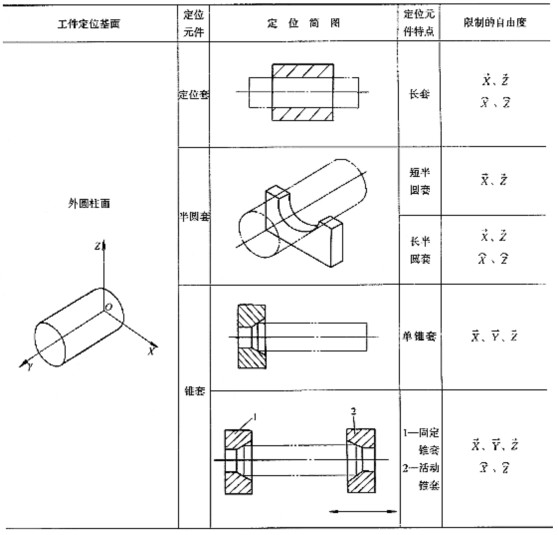
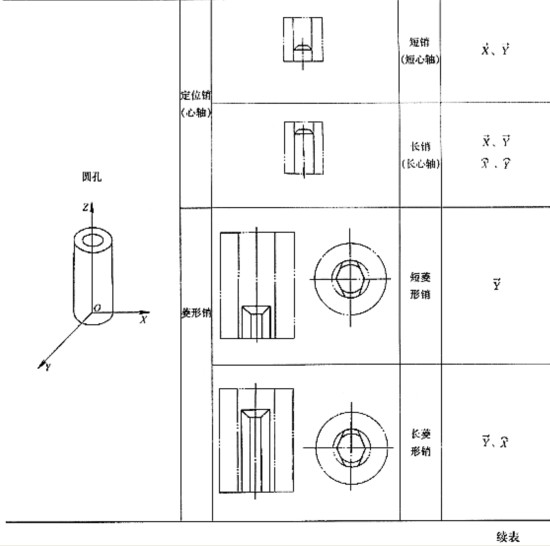
常见定位元件及其组合所能限制的自由度见表3-1。
表3-1 常见定位元件能限制的工件自由度