机床夹具的种类和结构虽然繁多,但它们的组成均可概括为以下几个部分,这些组成部分既相互独立又相互联系。
(1) 定位元件
定位元件保证工件在夹具中处于正确的位置。如图3-2所示,钻后盖上的φ10㎜孔,其钻夹具如图3-3所示。夹具上的圆柱销5、菱形销9和支承板4都是定位元件,通过它们使工件在夹具中占据正确的位置。
(2) 夹紧装置
夹紧装置的作用是将工件压紧夹牢,保证工件在加工过程中受到外力(切削力等)作用时不离开已经占据的正确位置。图3-3中的螺杆8(与圆柱销合成一个零件)、螺母7和开口垫圈6就起到了上述作用。
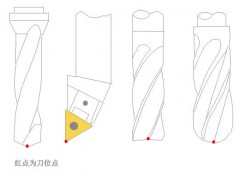
(3) 对刀或导向装置
对刀或导向装置用于确定刀具相对于定位元件的正确位置。如图3-3中钻套l和钻模板2组成导向装置,确定了钻头轴线相对定位元件的正确位置。铣床夹具上的对刀块和塞
尺为对刀装置。
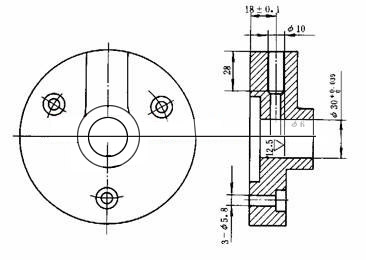
图3-2 后盖零件钻径向孔的工序图
(4) 连接元件
连接元件是确定夹具在机床上正确位置的元件。如图3-3中夹具体3的底面为安装基面,保证了钻套1的轴线垂直于钻床工作台以及圆柱销5的轴线平行于钻床工作台。因此,夹具体可兼作连接元件。车床夹具上的过渡盘、铣床夹具上的定位键都是连接元件。
(5) 夹具体
夹具体是机床夹具的基础件,如图3-3中的件3,通过它将夹具的所有元件连接成一个整体。
(6) 其它装置或元件
它们是指夹具中因特殊需要而设置的装置或元件。
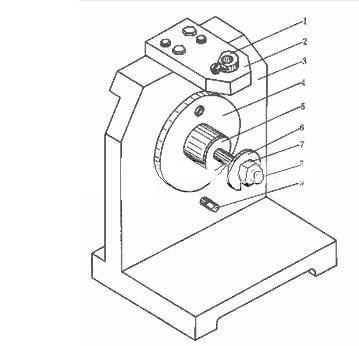
图3-3 后盖钻夹具
若需加工按一定规律分布的 1—钻套 2—钻模板 3—夹具体 4—支承板 5—圆柱销
多个表面时,常设置分度装 6—开口垫圈 7—螺母 8—螺杆 9—菱形销
置;为了能方便、准确地定位,常设置预定位装置;对于大型夹具,常设置吊装元件等。