走刀路线就是刀具在整个加工工序中的运动轨迹,它不但包括了工步的内容,也反映出工步顺序。走刀路线是编写程序的依据之一。确定走刀路线时应注意以下几点:
1、寻求最短加工路线
如加工图1a所示零件上的孔系。图1b的走刀路线为先加工完外圈孔后,再加工内圈孔。若改用图1c图的走刀路线,减少空刀时间,则可节省定位时间近一倍,提高了加工效率。
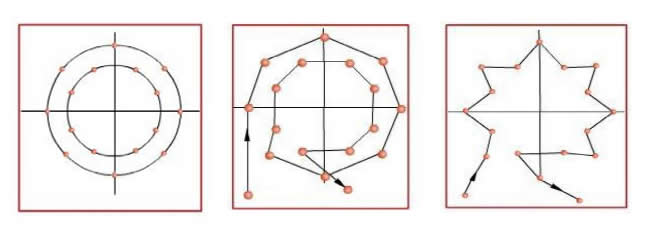
a)零件图样 b)路线1 c)路线2
图1 最短走刀路线的设计
2、最终轮廓一次走刀完成
为保证工件轮廓表面加工后的粗糙度要求,最终轮廓应安排在最后一次走刀中连续加工出来。
如图2a为用行切方式加工内腔的走刀路线,这种走刀能切除内腔中的全部余量,不留死角,不伤轮廓。但行切法将在两次走刀的起点和终点间留下残留高度,而达不到要求的表面粗糙度。所以如采用2b图的走刀路线,先用行切法,最后沿周向环切一刀,光整轮廓表面,能获得较好的效果。图2c也是一种较好的走刀路线方式。
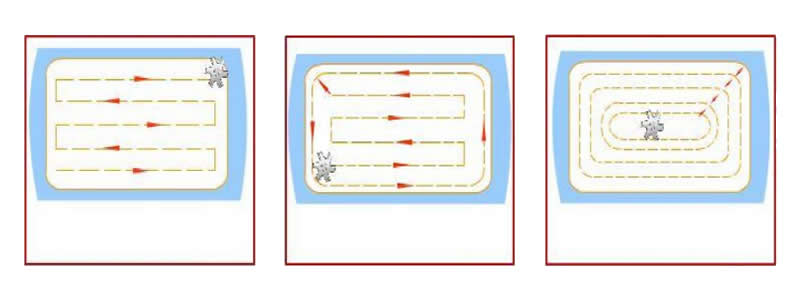
a)路线1 b)路线3 c)路线3
图2铣削内腔的三种走刀路线
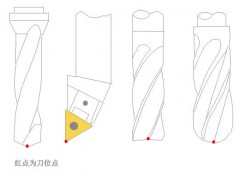
3、选择切入切出方向
考虑刀具的进、退刀(切入、切出)路线时,刀具的切出或切入点应在沿零件轮廓的切线上,以保证工件轮廓光滑;应避免在工件轮廓面上垂直上、下刀而划伤工件表面;尽量减少在轮廓加工切削过程中的暂停(切削力突然变化造成弹性变形),以免留下刀痕,如图2.5所示。

图3 刀具切入和切出时的外延
4、选择使工件在加工后变形小的路线
对横截面积小的细长零件或薄板零件应采用分几次走刀加工到最后尺寸或对称去除余量法安排走刀路线。安排工步时,应先安排对工件刚性破坏较小的工步。