



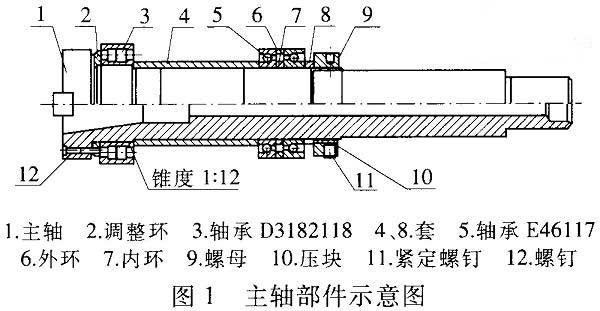
XA5032立式铣床主轴部件(如图1)精度丧失通常由以下原因造成:(1)当螺钉12松脱时,由于调整环2是两个半环,所以发生径向位移,与轴承3外圈发生摩擦造成轴承3、调整环2、主轴圆锥面及相邻外圆损伤;(2)轴承D3182118(件3)或轴承E46117(件5)的内、外滚道产生磨损。针对以上不同的故障特征,采取如下相应的修复措施。
一、主轴外锥面损伤的修复
XA5032立铣主轴前端1:12外锥面是轴承3的安装基准面,左侧外圆是调整环2的安装基准面,他们间的磨损影响主轴精度及切削性能。本次修理采用电刷镀技术进行修复。电刷镀主要优点是电刷镀层与主轴材质(45#钢)的结合强度大于70N/mm2,工件加热温度小于70℃,不会引起主轴变形和金相变化,能够满足主轴的修复要求。
1.电刷镀工艺流程
主轴表面机械准备→电净→自来水冲洗→1#活化液活化→自来水冲洗→3#活化液活化→自来水冲洗→无电擦拭→刷镀特种镍打底层→刷镀快速镍作尺寸层至规定厚度→镀后处理→镀层的机械加工。
2.电刷镀工艺流程内容
(1)镀前机械准备
将主轴装夹在车床上,分别修复两端60°中心孔,表面粗糙度Ra0.8。然后上万能外圆磨床以中心孔为基准磨1:12外锥面及左侧外园,磨量少些较好。然后用丙酮清洗待镀表面,并用涤纶胶纸将不镀的邻近部位粘贴保护好,以防误镀。
(2)电净
在上述清理的基础上,用电净液通电处理工件待镀表面,去油除锈。去油标准是冲水时水膜能在工件表面均匀分开。注意电净时间要短,以减少工件渗氢。
(3)活化
选用合适的活化液对工件表面进行活化,以除去工件表面的氧化膜使工件表面露出金属基体,为镀层与基体良好结合创造条件。但要注意避免由于电流大、活化时间长、工件温升大而造成的工件表面产生氧化层。发现氧化层后应立即清除干净。
(4)刷过渡层
在活化的基础上,紧接着就刷镀特殊镍作为过渡层,其刷镀层厚2μm即可。刷镀它主要是为了提高镀层与基体的结合强度及稳定性。
(5)刷镀工作层
刷镀过渡层后刷镀工作层快速镍,不必水洗。先无电擦拭3~5μm后,极性、电压、转速不变即可通电接着刷镀。用温水浸泡主轴,给镀液加热到50℃,开始镀时用低电流,然后逐渐增大电流,避免因主轴和镀液温度过低而选用高电压、大电流造成镀层应力过大、镀层开裂剥离。
(6)电刷镀后的收尾处理
除去保护阳极的屏蔽物,清洗工件上残留的镀液,并作防锈处理。
(7)主轴镀层恢复尺寸的机械加工
将主轴装夹在万能外圆磨床上,选用绿碳化硅砂轮。因镍镀层在磨削时无火花,为便于对刀,在镀层上涂上红丹粉。因1:12外锥面只是大端有磨损,所以只需找正1:12外锥面未损伤的大面,将镀层恢复处磨削接平;也可与新轴承的锥孔配研,着色覆盖率达到80%以上即可。
二、轴承E46117的预加负荷工作
为提高主轴支承的刚度,减少主轴轴向窜动量,应对轴承E46117施加预加负荷,使滚动体和内外环间产生预变形,以消除间隙、提高轴旋转精度和刚性、降低振动和噪声、提高轴承负荷均匀性和使用寿命。轴承预加负荷施加方法如下。
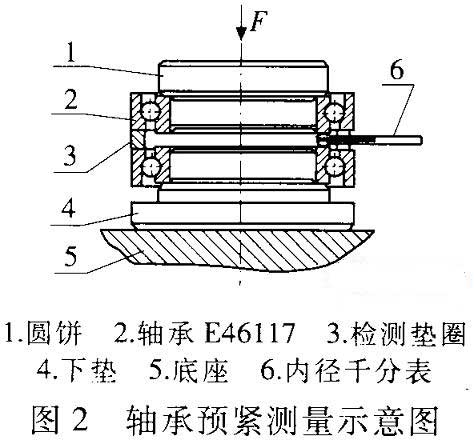
1.轴承E46117为背靠背式成对配置,施加预加负荷的工作原理如图2所示。图中放置状态正好是轴承在主轴装配的实际状态。预加负荷F通过圆饼1、检测垫圈3、下垫4将预加负荷施加于配对轴承之上,底座5为支承体。用内径千分表6测量轴承内圈端面的距离。
2.对轴承施加预加负荷的检测准备
(1)按最小预紧负荷F准备重物;
(2)按要求制作圆饼1和下垫4;
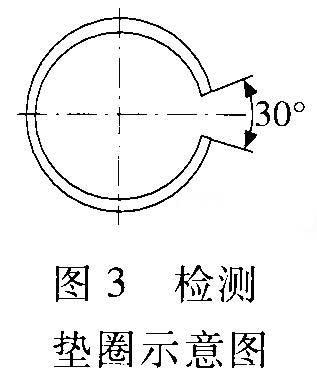
(3)按名义尺寸(厚度)制作图1中的外环6、内环7和图2中的检测垫圈3各一件。三件的两端面要精磨等厚,平行度允差0.002mm,表面粗糙度Ra0.4。检测垫圈按图3在圆周开30°缺口,以便测量。
3.检测过程
按照图2放置轴承并加轴向力F,将内径千分表6测头从检测垫圈30°缺口处伸至轴承内环端面之间,内径千分表所示尺寸,即为内垫圈厚度尺寸。为准确无误,测量应在互成120°的三点上进行,取其平均值并记录。再根据所得数据再次精磨图1中的内环端面,并将图1中的外环替换检测垫圈即可装配。
三、轴承D3182118的径向预紧工作
轴承3内锥孔锥度是1:12与主轴外锥面相配。
通过拧紧螺母9可使轴承内环轴向移动,产生膨胀,以消除轴承径向游隙并产生一定预变形。主轴部件装配调试中,应准确测量主轴几何精度,若径向跳动超差0.01 mm,就应把调整环2厚度磨去0.12mm,即可消除轴承约0.01 mm的径向间隙(调整环2厚度事先已有余量)。






