



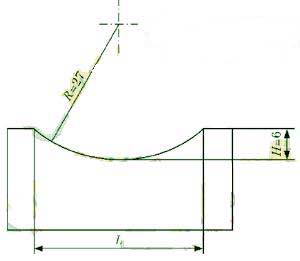
图1
在加工图1所示具有圆弧形沟槽的工件时,经常遇到所用定值刀具尺寸无法满足工件设计圆弧半径尺寸的情况,而采用单刃刀具铣削加工效率又太低。根据此类工件的特点,此时可使用刀具半径小于工件圆弧半径的盘铣刀(或立铣刀) ,将立式铣床的立铣头倾斜一个角度α,对浅圆弧槽进行近似铣削加工,在零件配合精度要求不是太高的情况下,加工出的圆弧槽可以满足工件使用要求。
1 圆弧尺寸计算
加工浅圆弧形沟槽时需切除的部分为一弓形(见图1)。若已知圆弧半径R和弓形高H,则弓形弦长L=2[H(2R-H)]½:若已知尺寸R、L,则H=R-[R2-(L/2)2]½。
2 近似加工原理
如图2所示,将立铣头(刀具)旋转一个角度α后,刀具端面在垂直于工件进给方向的投影为一椭圆,椭圆长轴即为定值刀具直径D,CC'为加工圆弧的弓形弦长,C"A为加工圆弧的弓形高,C'AC即为加工出的圆弧沟槽,图中阴影部分为刀具实际切除部分。由图2可知,C'AC只是椭圆的部分圆弧而并非完整圆弧,刀具直径D应大于加工圆弧的弓形弦长L。因此,这种采用定值铣刀加工非定值工件圆弧的方法是一种近似加工方法。
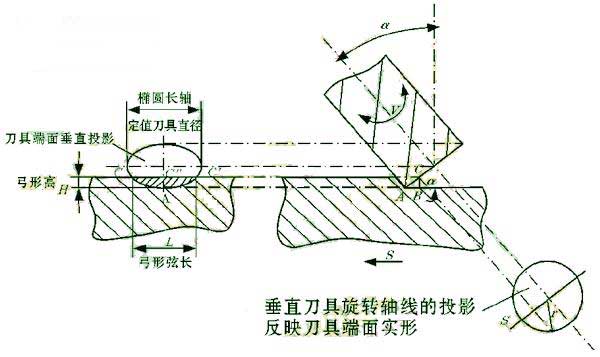
图2
3 刀具旋转角度的计算
由图2可知:D>L=2[H(2R-H)]½,S=r-[r2-(L/2)2]½(r为刀具半径),由&Delter;ABC可知,α等于刀具轴线与工作台垂线的夹角,即α=arcsin(H/S)=arcsin(H/{r-[r2-(L/2)2]½})。公式应用条件为:R>r,L<D,α≤45°。由于立铣头旋转角度范围为±45°,因此如按所选定值刀具直径计算出的α角大于45°,则应另选直径较小的刀具。
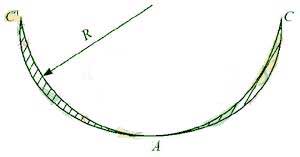
图3
4 近似程度分析
刀具端面实形在垂直于工件走刀方向上的投影为一椭圆。如图3所示,椭圆弧与理论圆弧在C、A、C'三点吻合(即坐标相同),且椭圆弧完全包容理论圆弧R,仅在AC'、AC弧处存在少量间隙。所选定值刀具半径与工件圆弧半径越接近,则加工得到的椭圆弧与工件圆弧越近似,与配对零件的配合间隙就越小。对于配合精度要求不太高的工件,大都可满足使用要求。但对于要求精密配合的圆弧面,则不能采用该近似加工方法。
5 加工实例
以加工图1所示工件圆弧槽为例,步骤如下:①计算圆弧槽弓形弦长:L=2[H(2R-H)]½=2[6(2×27-6)]½=33.94mm。②计算刀具旋转角度α:根据工件圆弧半径R=27mm,初选Ø50立铣刀,则α=arcsin(H/{r-[r2-(L/2)2]½})=arcsin(6/{25-[252-(33.94/2)2]½})=6416°,该结果与α≤45°的要求不符,应另选直径较小的刀具:另选Ø45立铣刀,经计算得α=50.9°>45°,仍不符合要求:再选Ø40立铣刀,经计算得α=39.58°<45°,符合要求。因此确定选用Ø40立铣刀作为近似加工刀具,刀具旋转角度为39.58°。③铣削:将立铣头旋转39.58°,按图2所示位置装夹工件和刀具,即可进行铣削加工。






