



1 前言
在卧式加工中心的发展过程中,普通的X、Y、Z轴配合主轴已经很难满足现代加工的要求,针对多功能及复合加工的要求、人们又开发了B、W、U轴及各轴联动以实现复合加工。笔者现仅就打轴加工的应用进行讨论。
在液压气动、工程机械、石油化工设备、汽车、机车车辆及电力设备等行业中,以桥壳、差速器壳体泵体及阀体类型的零件为主要加工对象。此类零件在使用卧式加工中心加工中,由于其自身结构特点及对加工方式的特殊要求,主要存在有下列问题:其一,此类零件有大量的内径不同的同轴孔系且同轴度要求高;其二,有些泵体和阀体对其密封性要求非常高;另外还由于其它各种原因,使得此类零件的加工往往依赖专机。
为了解决这些矛盾,刀具制造商推出了具备 U轴功能的刀具。此类刀具配有CNC控制单元与机床伺服系统连接(有关技术协议需事先与机床制造商讨论),另配有连接轴完成驱动。以此实现U轴与Z轴联动,可以完成锥孔、R面、车螺纹等加工。选配的探头可进行自动测量、自动加工、提高加工精度,此方法对于普通卧式加工中心临时追加U轴功能可以满足要求。但是,在实际使用过程中。具备U轴功能的刀具存在下列不足之处:(1)刀具的伺服单元及驱动单元的连接与安装对机床的系统功能及机械结构空间有特殊要求; (2)自身结构较单薄,不适用于强力重切削;(3)对于孔径差别大的或加工内容有区别的加工,仍需采用多把U轴功能的刀具,由于这是专用刀具,价格较昂贵,所以很不经济。
2 具备U轴的卧式加工中心
日本新泻铁工(NIGATA)开发生产的BFN系列复合卧式加工中心赋予了传统卧式加工中心新的概念,其U轴功能不仅仅解决了上述异型件的加工问题,同时对于普通加工也大大减少了刀具使用数量,提高刀具集成化。其主要特点为:
U轴单元直接安装于高刚性主轴端部,驱动单元通过主轴内部的齿轮、齿条传动实现,使得U轴的刚性大大提高;
U轴行程为50mm,最大镗孔直径可达300mm;
刀柄形式为1/10的短锥、端面双接触刀柄,适用于高精度强力重切削;
采用独特U轴冷却系统,与U轴保持同步回转,增强刀刃冷却效果;
配有专用编程辅助软件(SNAP3),简化、优化编程及程序调试;
另有自动探测、补偿系统作为选择功能(机内非换刀式),自动完成“粗加工→孔径自动测量→U 轴自动补偿→精加工”全过程。
现举简例(见图)比较BFN复合加工中心与传统加工中心的加工工艺:
传统加工中心 BFN复合加工中心
刀具:14把 刀具;4把(另需探测头1把)
1.Ø52 粗镗; 1.Ø42~Ø68及端面粗加工;
2.Ø52 半精镗; 2.Ø42~Ø68精加工;
3.Ø52 精镗; 3.Ø98 精加工;
4.Ø68 粗镗; 4.各端面精加工:
5.Ø68 半精镗
6.Ø68 精膛
7.Ø98 外圆及端面粗、半精加工;
8.Ø98 外圆精镗;
9.Ø42 粗镗;
1O.Ø42半精镗;
11.Ø42精镗;
12.Ø64粗镗;
13.Ø64半精镗;
14.Ø64精镗。
仅此例可见、BFN复合加工中心大大减少刀具数量及辅助时间,体现了其复合加工的特性。
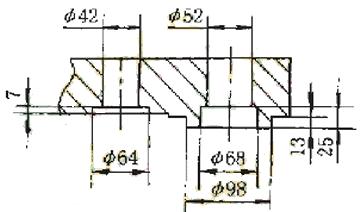
加工例图
上述诸多特点中,使用U轴加工时程序的编制与调试与使用者关系最为密切,且较一般数控加工程序有区别。NIGATA的专用编程辅助软件(SNAP3)以宏程序的形式编制,依靠宏程序执行器调用,既提高程序调用速度又释放用户宏程序可用空间。其具体功能包括:
内径加工:G66.1 P8001;
外径加工:G66.1 P8002;
端面V型孔粗加工:G65 P8003;
端面V型孔精加工:G65 P8004;
阶梯端面加工;G66.1 P8005;
阶梯端面反向加工:G66.1 P8005;
外螺纹加工:G117 M332;
内螺纹加工:G117 M333;
外锥螺纹加工:G117 M336;
内锥螺纹加工:G117 M335;
U轴坐标系设定功能;
刀具刀尖圆角左补偿:G66.1 P8041;
刀具刀尖圆角右补偿:G66.1 P8042;
U 轴位置补偿功能:G101。
用户应用SNAP3编制加工程序,仅需依照加工轮廓的纵剖面,给出各拐点坐标值即可,宏程序自动安排加工工步,减少计算量及人为错误。反之,如果仅配置U轴功能而无类似的软件支持,编制加工程序将是非常繁琐的工作。另外,用户可根据实际经验,调整一些宏参数来调整切削工步分配及每工步的切削参数以达到理想精度与尺寸。
3 存在的问题
使用U轴加工,离心力的影响是不可避免的 (即便机床具有平衡配重机构)。NIGATA为此专门设计了G101-U轴位置补偿功能。但是,主轴回转时的离心力,受刀具重量、长度,回转速度,切削状态等因素影响而成为一个不定量。笔者根据实际使用经验认为,仅仅依靠“G101-U轴位置补偿功能”是不够的,需要一至二次试切,根据切削数据,改变刀具补偿值以达到目标尺寸。这些经验补偿值可作为自己的数据库,以备将来需要。
同样出于离心力的考虑,机床对于U轴使用时的最高主轴回转速度予以强行设置,(当然可以通过修改参数值重新设置,但出于安全考虑,不推荐。)所以,对于需要高速加工的材料(例如:铝材),加工效果不太理想。
综上所述,具备U轴功能的卧式加工中心无论从异型工件加工上还是提高加工效率、降低加工成本上,都是一种值得推广的机型。但同时,这种复合加工中心在机械结构及软件支持上还有进一步完善的必要。






