



1 引言
随着国内航天事业飞速发展、国际卫星发射市场竞争日趋激烈,对发动机的生产周期、制造成本,提出了更高的要求。为了适应这种形势,设法提高焊接接头质量及焊接接头质量的稳定性,保证生产周期己成为当务之急二机器人焊接系统的柔性优势正是解决这种矛盾的良好方案。
2机器人焊接存在的问题
为满足焊接质量的要求,对每·段都需要选择其中一条焊缝进行机器人编程。目前采用的编程方式为示教编程。操作人员利用示教盒控制机器人运动,使焊枪到达完成焊接作业所需位姿,并记录下各个示教点的位姿数据。随后机器人便可以在"再现"状态完成这条焊缝的焊接。
根据前期的试验,目前存在以下两方面问题:
(1)示教精度不稳定,影响焊接质量
在示教过程中,编程效果受操作人员水平及状态的影响较大。示教时,应尽量保证示教点在焊缝轨迹上,保证合适的焊枪高度,并且要保证焊枪姿态的连续变化,对操作人员的水平要求很高。另外,操作人员长时间处在高度精神集中的状态,很难保证每个示教点的准确。从而使最终的编程精度变得不稳定,有时还会发生焊枪与工件相碰等问题。
(2)编程时间长,焊接效率低
为了保证轨迹的精度,通常在100mm的焊缝上,需要示教50个点,以保证焊接机器人运行平滑及收弧点位置的一致。在每段的在线示教与编程中,需要2小时的时间,即整个产品在示教编程上需要200小时,合计在25个工作日,加大了喷管延伸段的总焊接时间。
因此,如何提高编程的效率及精度,缩短产品总的焊接时间,提高焊接质量成为需要迫切解决的问题。
3机器人焊接离线编程技术
目前的机器人编程可以分为示教编程与离线编程两种方式。在机器人所要完成的任务不很复杂,以及编程时间相对于工作时间米说比较短的情况下,示教编程是有效可行的,但在许多复杂的作业应用中不是令人满意。
3. 1机器人离线编程特点
机器人焊接离线编程及仿真技术是利用计算机图形学的成果,在计算机中建立起机器人及其工作环境的模型,通过对图形的控制和操作,在不使用实际机器人的情况下进行编程,进而产生机器人程序。与传统的在线示教编程相比,离线编程具有如下优点:
a.减少机器人不工作的时间。
b.使编程者远离危险的工作环境。
c.便于修改机器人程序。
d.可结合各种人工智能等技术来提高编程效率。
e.便于和CADICAM系统结合,做到CAD/CAM/Robotics一体化。
因此,机器人焊接离线编程及仿真是提高机器人焊接系统柔性化的一项关键技术,是现代机器人焊接制造业的一个重要发展趋势。
3. 2机器人离线编程技术现状
目前国际市场上己有基于普通PC机的商用机器人离线编程软件,如Workspace, ROBCAD, IGRIP等。
Workspace是Robot Simulations公司开发的第一个商品化的基于微机的机器人仿真与离线编程软件。该软件最新版木采用了ACIS作为建模核心,与一些基于微机的CAD系统如AutoCAD做到了很好的数据交换。
ROBCAD是美国Tecnomatix公司1986年推出的机器人CAD及仿真系统。短短几年内,ROBCAD已在实际工业系统中得到了广泛的应用,美国福特、德国大众、意大利菲亚特等多家汽车公司,美国洛克希德宇航局都使用ROBCAD进行机器人生产线的设计、仿真和离线编程。
美国另一个著名的机器人离线编程与仿真软件包是IGRIP,它是美国Deneb Robotics公司推出的交互式机器人图形编程与仿真软件包,主要用于机器人工作单元布置、仿真及离线编程。IGRIP可在SGI、HP, SUN等工作站上运行。IGRIP软件分为三个部分:IMS, GSL. GLI。此外,它还通过一个共享库为用户提供一些更高级的功能。国内在机器人焊接离线编程方面,哈尔滨工业大学、北京工业大学、南京理工大学等单位开展了研究工作。其中哈尔滨丁业大学在十几年前便开展了研究工作,研究水平在国内处于领先地位,相继开发出了RAWCAD等机器人弧焊离线编程系统,并在一些产品上得到了应用。
4机器人离线编程与仿真解决方案
开发基于SolidWorks平台的弧焊机器人离线编程与仿真系统,实现喷管延伸段焊接过程中的离线编程工作。
4. 1工作流程
a.建立喷管延伸段模胎与管子的CAD模型及机器人模型。
b.对焊缝进行分段并编号,并针对每一段焊缝,利用离线编程系统进行自动编程,包括焊枪轨迹的规划、焊枪姿态的规划。
c.对编程结果进行仿真,并根据仿真结果对规划的位姿进行修正。
d.对机器人坐标系进行标定,使其与离线编程系统中的坐标系一致。
e.将离线编程得到的程序转换成Motoman机器人程序,并通过通讯接口或CF卡导入到机器人控制器中。
f.机器人利用离线编制的程序完成工件的焊接。
4. 2三点标定法
三点标定法,分别用到实际工件的三个特征点的空间坐标和虚拟工件的三个特征点的空问坐标。其中,标签点(X)为标定用坐标系的x轴上的一点标签点〔Y)为标定用坐标系的y轴上的一点,标签点(o)为标定用坐标系的原点位置。
4.3实例
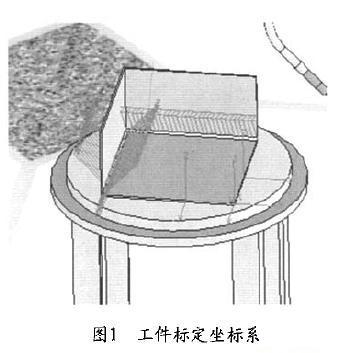
4.3.1标定
进行实际机器人的示教,将机器人焊枪示教到工件的三个特征点处,记录在三个特征点处机器人关节角的大小,保存到文件中。再将此兰组机器人关节角文件改写为机器人程序文件,然后利用"编程器"的程序上载功能上载到离线编程系统中,在"编程器"中控制机器人单步运动,每运动到一点就将机器人末端的位置记录到相应的点中,见图1。
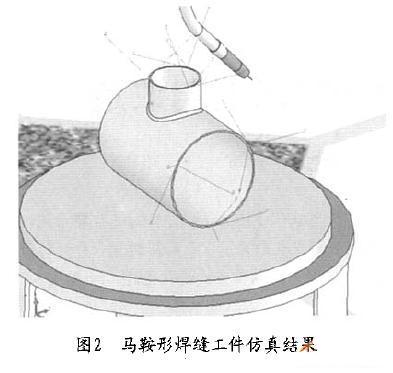
此处提供了马鞍形焊缝工件的标定功能,标定过程中需要六个标签点,上圆三个,下圆三个。各个点的记录方法和前面的三点标定相同,注意圆上各点的记录顺序应该相同,一般为逆时针方向。见图2。
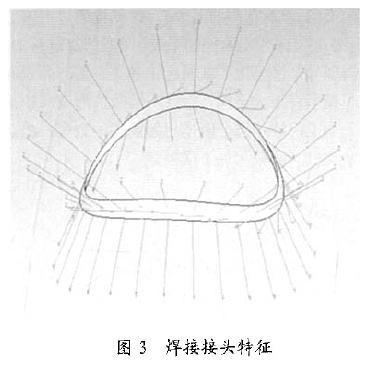
4.3.2创建焊接接头特征对象
生成焊接接头特征对象:a进行名称检查;b,进行位姿计算。目前的位姿计算只支持角焊缝,计算原理为:角焊缝的截面为近似倒三角形,整体近似三棱形,在两个焊板相交的焊缝底部棱边上生成焊接路径点,从边上提取空间位置信息,边在该点的切线方向为焊缝点的X轴方向,焊缝两个侧面的法向方向的夹角方向为焊缝点的Z轴方向,Y轴由X,Z叉乘得到。见图3。
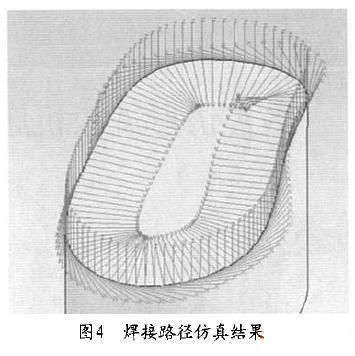
在没有生成焊缝几何体的情况下,生成焊接路计算原理和从焊缝几何体生成焊缝点的原理相见图4。
4.3.3喷管延伸段机器人焊接仿真
喷管延伸段机器人焊接系统仿真结果见图5。
5结束语
由于采用离线编程,编程时不影响焊接机器人的正常生产。而且离线编程系统可以进行自动编程,焊枪位置点的选取及焊枪姿态的过渡会很平滑,编程精度会提高。编程人员通过仿真系统,能够很充观地检查编程结果,并可以进行人工修正。
采用这样的离线编程系统,能够提高编程效率,减轻编程员的劳动强度,提高产品的生产率及产品的焊接质量。






