干切削是切削加工的发展方向
就在二十年前,切削液曾是非常便宜,在大多数加工过程的成本中,其所占比例不到3%。以至没有谁会对此多加注意。可是,现在不一样了,切削液在车间生产成本中所占比例上升为15%,这就不得不引起生产经营者的极大关注。
特别是那些含油的切削液已经成为一项很大的支出。更重要的是它的排放污染环境,国外环保部门要监控这些混合制剂的处理。而且,许多国家和地区也把它们划归为危险废物,如果其中含有油和某些合金,还要采取更为严厉的控制措施。再有,许多高速加工工序加了切削液会产生烟雾,环保部门也限制切削液烟雾释放量要在允许范围内,职业安全和职工健康管理部门为了降低切削液烟雾排放允许值,正在考虑一项咨询委员会的建议。其中包括制定比较高的切削液的价格政策。因此,越来越多的厂家开始采用干切,以避免这笔费用和与切削液处理相关连的麻烦。
以前,金属加工行业使用切削液已形成习惯,所以推广干式切削的主要障碍是这种习惯势力,他们认为切削液是取得良好加工表面、提高刀具寿命所必须的。也有许多人认为变湿切为干切,费用可能会更高。其实两种看法都不对。对于多数金切件,干切应该是标准加工环境。在高速下干车、干铣淬硬材料不仅可能,而且更经济。关键是要知道如何正确地选择刀具、机床和切削方法。尽管切削液在有些场合还是需要的,可是研究表明:由于今天的刀具材料有了很大发展,情况也在不断的变化。新的硬质合金牌号特别是那些涂层牌号,在高速、高温的情况下不用切削液,切削效率更高。事实上,对于间断切削,切削区温度越高,越不适合用切削液。
先来看看铣削,假定切削液能克服高速旋转的铣刀引起的离心力,那它在到达切削区之前也就已经蒸发了,它的冷却效果是很小的甚至没有。而应用切削液刀具会产生温度的激烈变化,铣刀刀片自工件切出时冷却,再切入时温度又上升。尽管在干切削时也有类似的加热和冷却循环产生,但是加了切削液这种温度变化要大得多。温度急剧变化在刀片中产生应力,会导致裂纹的产生。
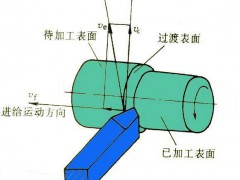
类似的情况在车削中也会出现,例如用非涂层硬质合金,在速度高于130m/min时,车削中碳钢,刀尖切入工件不到40秒,然后暴露在冷却液中,就能很明显地表现出热冲击的损害。这种热冲击加快了月牙洼磨损和后面磨损,从而大大地缩短刀具寿命。对于大多数车削加工,干切通常能延长刀具寿命。
然而,对于钻削则是另一种情况。钻削时切削液是必要的,因为它提供了润滑和从孔中冲出切屑。没有切削液,切屑可能粘在孔内,并且表面粗糙度平均值(Ra)可能达到湿钻时的两倍。在这种情况下,切屑液也能减少所需的机床扭矩,因为钻头边缘上与孔壁接触的点得到润滑。尽管涂层钻头也能够起到类似切削液的润滑效果,涂层还能减少切削力并能使磨擦阻力趋向最小。从总的效果来看,目前还不能完全代替切削液。用哪种型号的切削液要根据具体情况,润滑性切削液用于低速加工难加工材料以及表面粗糙度要求较高时比较好。而冷却能力较高的切削液,可以增强易切削材料高速加工性能,可以用于有产生积屑瘤倾向或有严格的尺寸公差的情况下。
可是许多时候用了切削液取得了某些效果,但它需要很高的额外费用,也带来非常有害的环境污染,这是不值得的。应该看到,现代的切削刀具能承受更高的切削热,具备高速切削所需的性能。必要时可以用压缩空气从切削区吹走热的切屑,以取代切削液。
在干式切削中刀具材料的选用
高速干式切削最好的涂层是氮铝钛
现今,切削液通常不再必要的重要原因是有了涂层。它们通过抑制从切削区到刀片(刀具)的热传导来减缓温度的冲击。涂层的作用就象一层热屏障,因为它有比刀具基体和工件材料低得多的热传导系数。因此,这些刀具吸收的热量较少,能承受较高的切削温度。无论是车削还是铣削,涂层刀具都允许采用更高效的切削参数,而不会降低刀具寿命。
涂层厚度在2到18µm之间,它在刀具性能方面起着重要的作用。较薄的涂层比厚的涂层在冲击切削时,经受温度变化的性能要好,这是因为较薄的涂层应力较小,不易产生裂纹。在快速冷却和加热时,厚的涂层就象玻璃杯极快地加热冷却一样,容易碎掉。用薄涂层刀片进行干式切削可以延长刀具寿命高达40%,这就是物理涂层常用来涂圆形刀具和铣刀片的原因。PVD涂层往往涂得比化学涂层要薄,与轮廓结合得较牢固。另外,PVD涂层可以在低得多的温度下沉积在硬质合金上,因此,它们更多地应用于非常锋利的刃口及大的正前角铣刀、车刀。
虽然涂层材料氮化钛,在所有涂层刀具中占有80%。然而在高速干式切削的情况下,最好的PVD涂层是氮铝钛(TiAlN),它的性能在高温连续切削时,优于氮化钛四倍,例如用于高速车削。TiAlN涂层对于处在较高的热应力条件下的刀具,也胜过其它涂层。象干式铣削及那些小直径孔的深孔钻削切削液难以到达的部位。
TiAlN在切削温度下比TiN更硬,且具有热稳定性,PVD涂层利用了它的抗化学磨损性能,它的硬度高达维氏3500度,它的工作温度高达1470°F(800℃)。材料科学家推测:这些性质可归功于非结晶的氧化铝薄膜,它是当高温时涂层表面中的一些铝氧化后,在切屑/刀具界面上形成的。
这项研究特意选用超薄多层PVD涂层,这种沉积过程产生的涂层由上百层组成,每一层仅有几个纳米厚。而一般的PVD涂层的沉积物只有几层微米级厚度的涂层。
尽管PVD涂层有很多优点,但是对于加工大多数黑色金属,CVD涂层仍然是更受欢迎。在CVD加工过程中,沉积温度比较高有助于提高结合强度,并且允许基体中有较高的钴含量,这样刀刃的韧性好,提高抗塑性变形的能力。由于CVD涂层比PVD涂层厚,就要求在它们的刃口处进行钝化,以防止涂层剥落,同时也能有助于提高刀具的抗磨损性能。允许采用进给量可达0.035英寸/转(0.9mm/r)。
CVD是在刀具上沉积一层有用的氧化铝的过程,这是人们熟知的最耐热和抗氧化的涂层。氧化铝是不良导体,它把刀具与切削变形而生成的热量隔开,促使热量流到切屑中。这是一种极好的CVD涂层材料,主要用于在干切时使用的硬质合金车刀。它在高速切削时还能保护基体,是最好的抗磨料磨损和月牙洼磨损的涂层。
涂层刀片有较长的刀具寿命,它在干式铣削比湿式铣削更稳定。更高切削速度会使切削温度进一步升高。例如,在14000转/分和1575英寸/分(40m/min)的切削速度下干式切削加工铸铁,能把刀具前面的切削区加热到600°~700℃。其金属切除率就类似于铣削铝,这时在铸铁上产生的温度就高于常规刀具。
金属陶瓷、陶瓷、CBN、PCD的选用
切削速度越高就要求刀具材料更耐磨,还要求具有较高的热硬性。金属陶瓷、立方氮化硼以及两种适合精细加工需要的陶瓷--氧化铝和氮化硅(现代术语陶瓷包含氧化铝和氮化硅,而不象过去单指氧化铝),它们的应用日渐普及。聚晶金刚石是另一种干式切削情况下使用的刀具材料。在所有这些材料中,它们都有较高的红硬性和耐磨性,需要权衡考虑的是脆性较大。
金属陶瓷
是一种先进的硬质合金。金属陶瓷比常规硬质合金能承受更高的切削温度,但是缺乏硬质合金的耐冲击性、在中型到重型加工时的韧性、以及在低速大进给时的强度。金属陶瓷在小的和不变的负荷时,也象常规硬质合金那样,有差不多的刀刃强度。但是它在高切削速度下的耐高温和耐磨性能更好,持续时间更长,加工的工件表面更光洁。当用于加工软的和粘性的材料时,它也有较好的抗积屑瘤性能,表面质量很好。
较好的高温硬度来自配料时加入的钛的化合物。金属陶瓷是硬质合金的一种型式,它含有坚硬的钛基化合物(碳化钛、碳氮化钛和氮化钛),粘结剂是镍或镍钼。由于金属型粘结剂的温度局限性,典型的金属陶瓷牌号,在加工的材料硬度超过HRC40时,不具备足够高的热硬性。
金属陶瓷比起涂层和非涂层硬质合金,对断裂和进给引起的压力更加敏感。因此,它最好用于高精度工件和表面质量要求较高时。理想的加工工序是切削那些连续的表面。
车削碳钢时,进给量的上限通常是0.025英寸/转(0.635mm/r)。一般用途的铣削,可以在高的主轴速度、中等进给量的条件下进行。如果满足这些条件,在大量生产时金属陶瓷能长时间地保持锋利的切削刃。如果金属陶瓷是在传统的切削速度和进给量下使用,比起硬质合金刀具能改善了刀具寿命和表面质量,也能提高生产率,对于切削合金钢时其提高幅度为20%,对于切削碳钢、不锈钢和软铁时为50%。
陶瓷
陶瓷刀具类似于金属陶瓷,它比硬质合金有更高的化学稳定性,可在高的切削速度下进行加工并持续较长的时间。纯氧化铝可以耐非常高的温度,但是它的强度和韧性很低,工作条件如果不好,容易破碎。
为了减低陶瓷对破碎的敏感性,在企图改善其韧性、提高耐冲击性能时,加入了氧化锆或加入碳化钛与氮化钛的混合物。尽管加入了这些添加剂,但是陶瓷的韧性比硬质合金还是低得多。
另一个提高氧化铝陶瓷韧性的方法是在材料中加入结晶纹理或碳化硅晶须,通过这些特殊的平均起来仅有1纳米直径,20微米长很结实的晶须,相当程度地增加了陶瓷的韧性、强度和抗热冲击性能。在组成上,晶须可高达30%。
象氧化铝一样,氮化硅比硬质合金有更高的热硬性。它耐高温与机械冲击的性能也比较好。与氧化铝陶瓷相比它的缺点是在加工钢时它的化学稳定性不很好。可是,用氮化硅陶瓷可在1450英尺/分(442m/min)或更高的速度下加工灰铸铁。
虽然使用陶瓷刀加工效率可以很高,但是应用必须正确。例如,陶瓷刀具不能用于加工铝,而对灰铸铁、球墨铸铁、淬硬钢和某些未淬硬钢、耐热合金则特别适合。可是对这些材料而言,应用得成功还有赖于开始切削之前刀具刃口外观的准备、机器和装备的稳定性和选用最佳的加工参数。
CBN
CBN是一种非常硬的刀具材料,通常最好用来加工硬度高于RC48的材料,它有极好的高温硬度--高达2000℃,尽管比硬质合金要脆得多,比陶瓷耐热性和化学的稳定性要差,但是它比陶瓷刀具有较高的冲击强度和抗破碎性能。对于切削淬硬金属时,机床刚性可以稍差。此外,一些特制的CBN刀具能抵御高功率粗加工的切屑负荷,间断切削的冲击以及精加工时的磨损和切削热。
对于要求严格的零件,应对设备进行适当的调整,以提高机器和装备的刚性。刃口倒钝应足够大以防止微观剥落和使刀具基体上有一定厚度的CBN层,这就能使刀具在高速、重负荷、剧烈的间断负荷下工作。这些特点使CBN成为粗加工淬硬钢和珠光体灰铸铁所选用的刀具材料。
刀具带有一薄层CBN是比较脆弱的,但是它用于加工淬硬的铁合金又是比较好的刀具材料。CBN具有低的导热系数和高的压缩强度,经受得了由于高切削速度和负前角产生的切削热。在切削区内由于较高的温度使工件材料软化,有助于切屑的形成。负的几何角度加强了刀具,稳定了切削刃,改善了刀具寿命和允许在小于0.010英寸(0.254mm)的浅切深下进行加工。
在干式车削淬硬工件的情况下,由于CBN刀具可以加工出小于16微英寸(0.4µm)的表面质量,并能控制±0.0005英寸(0.0127mm)的精度,因此常用它取代磨削工序。CBN刀具很适合淬硬车削和高速铣削加工。而对于这个应用范围,陶瓷和CBN是重叠的。因此,进行成本效益分析是非常必要的,以确定哪一种材料将提供最好的效果。
PCD刀具
聚晶金刚石作为最硬的刀具材料,它是最耐磨的。它的硬度和耐磨性来自各金刚石晶体间无一定方位的粘结,这种晶体方位各异的排列抑制了裂纹的扩展。使用时,将PCD小片粘结到硬质合金刀片上,这可增加它的强度和抗冲击性能,其刀具寿命是硬质合金的100倍。
然而,某些性能限制了它在很多加工工序的使用。其一是PCD对黑色金属中铁的亲和力,引起化学反应,这种刀具材料只能用于加工非铁零件。其二是PCD不能经受切削区超过600℃的高温。因此,它不能切韧性、高延展性材料。
PCD刀具特别适于加工有色金属,特别是对摩擦很厉害的高硅铝合金。采用锋利的切削刃和大正前角高效切削这些材料,使切削压力和积屑瘤达到最小。
刃口强化、刀具几何参数与排屑
尽管近几年物理的进步与应用开发,用金属陶瓷、陶瓷、CBN和PCD制造的刀具仍然是比硬质合金要脆得多,不能经受太多的压力,因此用这些材料制造的刀具必须结合其特点进行设计,即对它加强支撑、分散压力。
这一点很重要。例如,为了要改变磨削力的方向,使力从切削刃往里向着刀体,切削刃必须经过加工——刃口准备。有这样三种刃口准备而且其大小还要适当:T型刃带、强化、T型刃带强化。
T型刃带
就是一个倒棱--在刃口上磨出的窄的平面,以取代较脆弱而锋利的刀刃。刀具设计者的一个重要任务就是要找出最小的平面宽度和能赋予刀刃适当强度和寿命的角度;因为大的宽度和加强刀片的角度无疑会增切削力。
强化
就是圆整一下锋利的刃口。虽然强化不象T型刃带那们有棱有角,但是强化对用于精加工的先进的刀片材料效果很好。这些强化刀具应该用于浅切深、低速进给、并保持切削压力最小。
T型刃带强化
当强化用于倒棱的前面与后面相交处时,也能加强T型刃带。在应用中,微小的剥落发生时(就象用陶瓷刀粗车钢),强化能分散这些点上的压力,没有使倒棱变大而加强了刀具刃口。
刀具设计者除了针对工件确定最适合的刀具刃口外,还必须优化刀具的几何角度和排除切屑能力。通过增加后角来减小切削力和对刀具的压力,也降低了切削区的温度。要使正前角尽可能地大,这样由于较好的剪切作用能减少切削力。宽阔的容屑槽有助于切屑的排除,尤其是对钻削和螺纹加工。
另一个使切削力降低的方法是在高速下切削。为了提高效率,宁可在很高的主轴速度下,把大的进给量减小,而不用增加进给量的方式。此外,现在的铣刀比五年前要精确得多,铣床和车床的机械稳定性、刚性也更高了,因而排除了可能的振动。所有这些都有利于脆的、较硬和耐磨的刀具材料的应用。
应用能抗高温刀具的另一个有利因素是切屑形成有极高的效率。例如切削铸铁,热量使切削区的材料成为可塑体,这样就降低了切削区工件材料的强度。其结果是比普通粗加工金属切除率增加三倍。因为进给速度很高,刀具对金属材料切除得非常快,以至大量的热量停留在切屑中,没有时间传到工件和使它变形。尽管切削温度很高,工件温升却很小,比起在常规用量下切削所得到的工件精度也要高。
用低轴向力精加工也能使工件、夹具、机床静变形最小化。这样的工序要求利用粗齿铣刀,低进给和铣刀高转速。由于夹持工件所需夹紧力小,工装夹具可以简单。对于棱形工件有较宽敞的铣刀通道。
干式切削需要考虑的事项
采用干式切削加工时,选定正确的机床和恰当的装备是很重要的。因为速度特别快,材料又常常较硬,干式切削加工时切削温度很高,机床必须刚性足、马力大。
在加工中心上进行干式切削之前,操作者应该尽量保持其工具伸出长度较短,主轴是处在刚度最佳的情况下,还要考虑机床的速度、额定功率。
谈到车床工近净成型(nearnet shape)的和淬硬的零件,刀具转塔可以对着机床刚性强的方向进行加工,因为这个方向的长导轨能把切削力分散。设计得好的机床,能直接在短导轨上分散这些切削力,并且刀架由最少的零件组成,却能移动和支撑刀具。在相对于柔性更重视精度时,则应该考虑用螺栓将一组刀具直接固定在横拖板上避免回转分度机构。
热稳定性对精度是非常关键的。一些制造商采用软件提高了他们的加工中心的精度,这些软件补偿了温度的影响。然而,控制温度应该从有效地排除热切屑开始,因此要排除密封的工作区内部重要的热源。
优秀的机床设计,机床里没有那些能聚集切屑的洼坑和高台。用排屑螺旋与传送器尽快将切屑排出机床外,而不用切削液协助冲走。如果排屑出了问题,用压缩空气取代液体。
为了保护滚珠丝杠、导轨,伸缩套管,防护罩、密封条和灰尘收集器还是需要的。如果需要一台干切削的机床,可以把原来设计好的机床从湿式切削操作转变为干式切削操作,通常也是比较便宜。需要添加的灰尘收集器和空气传送系统,比湿式切削加工相应的油雾收集器和冷却泵稍微贵些。
干式切削加工操作成本也是比较低的,因为它避免了冷却液的管理和处理费用,其次是压缩空气耗电比冷却泵要少。因此,干式切削的应用会越来越广泛。