



一、简介
数控机床,简称NC(Numerical Control )机床,它是综合应用了计算机技术、自动控制、传感技术、精密测量和机床设计等先进技术而发展起来的一种新型机床,是集机械、电气、液压、气动、微电子等多项技术为一体的机电一体化产品,是机械制造设备中具有高精度、高效率、高自动化和高柔性化等优点的工作母机。
数控机床一般由机、电两部分构成,其中电气电子部分主要是由数控系统(CNC)、进给伺服驱动和主轴进给驱动系统组成。主轴是机床构成中一个重要的部分,对于提高加工效率,扩大加工材料范围,提升加工质量都有着很重要的作用。传统的普通机床大多数是不能自动变速的,需要变速时,只能把机床停止,然后手动变速。而数控机床的主传动系统大多采用无级变速。目前,无级变速系统主要有变频主轴系统和伺服主轴系统两种,一般采用直流或交流主轴电机。通过带传动带动主轴旋转,或通过带传动和主轴箱内的减速齿轮(以获得更大的转矩)带动主轴旋转。由于主轴电机调速范围广,又可无级调速,使得主轴箱的结构大为简化。目前由于变频器的高性价比,所以变频器在经济型数控机床和普通机床的数控化改造中使用非常普遍。
二、产品特点
Allen -Bradley品牌的PowerFlex 4交流变频器在其紧凑的、节省空间的设计中为用户提供了功能强大的电动机速度控制它是PowerFlex变频器系列中尺寸最小、最经济有效的一个成员。该变频器可以提供的额定功率和电压等级分别为0.2-3.7 kW(0.25-5 hp)和120V、240V、480V,它是为满足全OEM和最终用户对于灵活性、节省空间和使用方便的要求而设计的。PowerFlex 4是机械工具如机床行业的主轴传动应用场合进行速度控制的经济有效的选择。
1.属于紧凑迷你型产品,体积小,零间隙,节省安装时间和空间。
2.安装方便,灵活的防护外壳和安装选项,可直接卡装于DIN导轨。
3.无传感器矢量控制性能符合各种类型应用场合的需求,特别是在低速转矩上满足机床主轴的需求,5HZ时起动转矩能够达到150%以上。
4.功能齐全,易于设定启动,操作面板的控制键和面板上的电位计简化了启动过程, 启动键和速度电位器上面的状态指示器可指示其状态。
5.集成面板及通讯端口,具有内置的RS485通信 ( DSI, 变频器串行通讯协议) 。
6.杰出的优秀的起动转矩和加速性能, 电流精度和数字输入响应时间,对转矩变化快速响应,高速模式可将响应时间提高至10mSec。
7.提供多功能的输出端子信号,如速度到达信号,故障指示,满足系统对于主轴速度状态的监控。
8.Drive Explorer和Drive Executive软件提供了一种简单和直观的方法以编程,监控和控制.
9.载波频率最大可至16KHZ,只有变频器运行时风扇才运行,减小电机的电磁噪音达到静音运行。
10.过负载能力强,150%额定输出电流超过一分钟,200%额定输出电流超过3秒钟。
三、应用效果
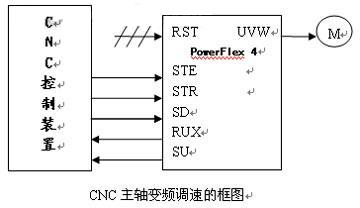
数控机床的主轴传动结构一般采用交流电机和伺服电机,采用变频器或以消除直流电机电刷维护和高速限制,通过带传动把运动传给主轴,进而使主轴达到一定的转速来实现无级调速,同时利用变频器的速度一致信号(SU)来确认电动机达到了指令速度后,再进刀切削加工,从而提高了效率和加工质量。
1. 由于有了更高的主轴速度,可以实现对铝、铜等软工件的高效率切削及高精度的精加工
2. 由于不需要维护电刷和离合器,对主轴电动机的选择和安装更灵活。
3. 由于采用了全封闭电机,环境适应性更好。
4. 可以实现恒线速切削,根据刀具的位置使主轴速度连续变化,提高车削盘类零件的表面质量。
5. 容易实现高速度恒功率运转,提高切削性能和加工质量。
但在应用设计时需要注意一些问题,由于速度可调整范围很大,在做普通机床改造时需注意考虑与机械部件匹套,以防止机械谐振和在需要足够大转矩的低频振动。由于矢量控制需要提供电机参数(阻抗),变频器提供电机参数自整定功能,通过面板运行键,变频器会自动运行。自动运行过程中,除了计算出电机参数以外,还能够检测出空载电流,这几个参数对于矢量控制能够表现出较高的性能非常重要,这个过程会持续十几秒钟时间。在执行自整定功能前,一定要确认电机侧是否没有任何连接,包括减速皮带。
四、结束语
现代金属切削机床设备离不开主轴等交流调速控制,包括车床、铣床、磨床、刨床等各类普通机床与数控机床, 由于加工材质的不同,需要不同的转速,因此采用变频调速的机会很多,但是选用一般VF控制或空间矢量控制的效果不好,这是因为低速转矩不足的主要原因。通用变频器要想顺利的使用在机床行业必须有两个重要考虑:一是选用无速度传感器矢量控制的产品,二是要设计在超速运转以提高低速转矩。






