
对于长度较长的内椭圆面(如图4-16),可以在铣床上用铣刀加工出来,而且十分简便。
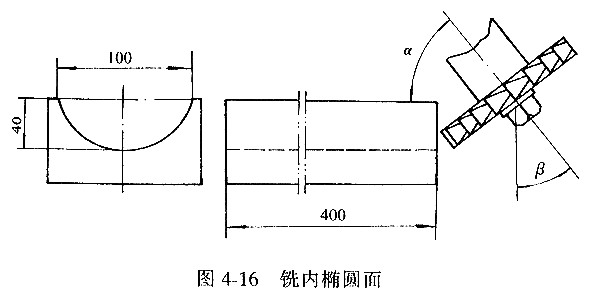
要加工图4-16所示的工件,椭圆面长轴直径为100mm,短轴直径为80mm,长度为400mm。加工时,选用与椭圆面长轴直径相同的三面刃铣刀,工件的轴线与立铣纵向工作台平行,立铣头主轴应扳一个β角,其值按下式计算:
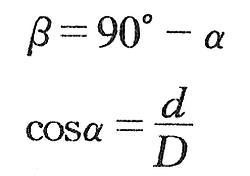
式中 d——椭圆短轴直径(mm);
D——椭圆长轴直径(mm)。
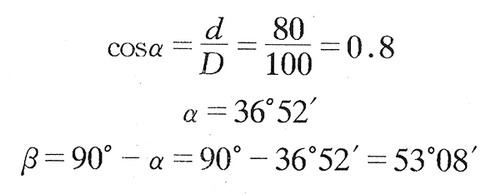
加工上述椭圆面工件时,立铣头所需扳β角为:



对于长度较长的内椭圆面(如图4-16),可以在铣床上用铣刀加工出来,而且十分简便。
要加工图4-16所示的工件,椭圆面长轴直径为100mm,短轴直径为80mm,长度为400mm。加工时,选用与椭圆面长轴直径相同的三面刃铣刀,工件的轴线与立铣纵向工作台平行,立铣头主轴应扳一个β角,其值按下式计算:
式中 d——椭圆短轴直径(mm);
D——椭圆长轴直径(mm)。
加工上述椭圆面工件时,立铣头所需扳β角为:
aishukong共发布2946篇

 CNC数控加工工艺流程,你都搞明白了吗?
CNC数控加工工艺流程,你都搞明白了吗?
2024-01-032051
2015-10-261980
2015-10-262218
2015-10-262290
2015-10-262058
2015-10-262445
2015-10-262273
2015-10-261974
2015-10-262089
2015-10-261813




