



1 前言
哈尔滨电机有限责任公司的定子车镗床主要用于汽轮发电机定子机座的生产。原来机座轴角分度的测量是根据光学反射及投影的原理测量的。人的肉眼分辨率低,加上测量仪器自身的限制,测量精度较低,工作起来繁锁,且易产生错误。为了提高精度,增加测量的可靠性,我们选用了SJF-01型数字式精密分度仪来测量轴角。该仪器操作简单,显示直观,不仅提高了测量精度,而且也减少了出错几率。
2 技术性能和指标
定子车镗床轴角分度测量系统经过数显改造后,操作者只需根据需要,按动电动开关,机床主轴的回转角度就会以数字形式显示出来。该仪器的显示方式有度、分、秒和十进制两种,分为上、下两行显示,可根据用户要求任意选择;其分辨率为2″,测量精度达2.5″;机床转速应小于30r/min;绝对零点任选;供电电源为AC220V±5%;工作温度在0℃~40℃之间为最佳。
3 SJF-01型数字式分度仪的工作原理
3.1 信号的采集
SJF-01型数字式分度仪的信息采集,采用了JX130型绝对式轴角编码器作为角度位移计量元件,同轴安装两台,对装于分度齿轮轴上。编码器有24个插孔,需采集24路信号。由于编码器采集到的信号幅值不够,我们采用了单电源四运算放大器LM324对信号进行放大,放大后的信号作为电压比较器LM339的输入端输入,经比较器处理后,产生所需的信号送入主机板。
3.2 数显仪器的工作原理
SJF-01型数字式精密分度仪采用了工业控制中较为先进的8031单片机作为中央处理器,外部配以辅助电路,其中包括地址锁存器、外部程序存贮器、译码器、A/D、D/A转换器、缓冲器、驱动器等共同完成轴角分度测量及显示工作。该仪器的硬件框图如图1。
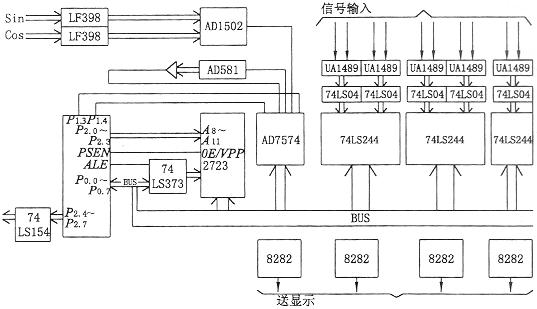
图1 精密分度仪硬件框图
8031单片机是将中央处理器(CPU)、随机存贮器(RAM)、定时器/计数器、并行及串行I/O口集成在一块芯片上做成的计算机,它具有较强的通用性,又具有相当的专用性,适合于各种控制系统。片内设有多个I/O接口,便于系统扩展及信息交换,片内还带有定时器/计数器。8031单片机内没有程序存贮器,需外部扩展一片程序存贮器EPROM2732。单片机的系统扩展是通过单片机片外引脚进行的。8031单片机片外有40个引脚,其中VCC(40脚)和VSS(20脚)分别接+5V电源和地。XTAL1(19脚)和XTAL2(18脚)分别接晶振的两端。RST/VPP(19脚)用于单片机的上电复位或掉电保护。ALE/PROG(30脚)为地址锁存器74LS373的锁存允许信号。PSEN(29脚)是在访问片外程序存贮器EPROM2732时输出负脉冲作为程序存贮器的读选通信号。EA/VPD(引脚)在8031单片机中必须接地或接低电平。P0.0~P0.7(39脚~32脚)称为P0口,在访问外部程序存贮器EPROM2732时作为地址/数据复用口,它分时提供8位地址线和8位双向数据总线。P2口的P2.0~P2.3用作外部程序存贮器EPROM2732的高四位地址总线。P2口的P2.4~P2.7用作译码器的输入端。P1口的P1.0脚用作脉冲信号的发出端。P1.3和P1.4用于控制AD7574。
8031单片机同普通数字计算机一样只能处理数字量而不能直接处理模拟量,所以必须进行A/D、D/A转换。前者供8031单片机处理,后者用以控制或驱动执行机构。为了确保转换结果的准确性,A/D、D/A转换必须达到足够的精度;当处理快速检测过程时,还要保证足够的速度。在该仪器中,AD7574是用来完成A/D转换的。各种型号的A/D转换芯片均设有数据输出引脚、启动引脚、转换结束引脚等。8031单片机扩展A/D转换器就是要处理好上述引脚与CPU之间的硬件连接。此外,在SJF-01型数字式精密分度仪中,还选用了LF398作为采样保持器,AD7502作模拟开关,AD581作基准稳压源,UA1489作电平转换器,74LS04作反向器,8282作驱动器等外围辅助电路。
3.3 软件结构
该仪器的软件程序采用的是汇编语言,程序执行速度快,节省存贮空间。采用助记符和标号地址为程序的编写提供了方便,不必记忆指令的机器码,也不必在编写程序时进行地址计算。软件框图如图2所示。
图2 精密分度仪软件框图
4 结论
哈尔滨电机有限责任公司的定子车镗床经过数显改造后,操作者工作起来十分方便,只需按电动开关,仪器上就会显示出轴角分度,达到要求后,即可定位钻孔。改造后的机床加工一台机座比以前提前了4~5天,节约了人力,缩短了工期,降低了产品成本,提高了经济效益,初步实现了机床的自动化控制。由于该仪器采用的是8031单片机作中央处理器且采样是通过同轴对装两台绝对式轴角编码器来完成信号的采集的,其精度和可靠性比其它数显仪器要高。




