



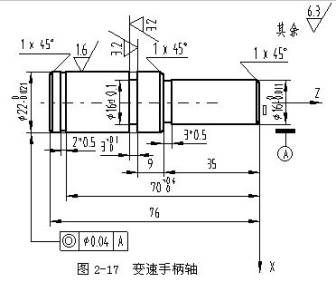
如图2-71所示变速手柄轴,毛坯为φ25㎜×100㎜棒材,材料为45钢,完成数控车削。
1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线
1)对细长轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持φ25㎜外圆一头,使工件伸出卡盘85㎜,用顶尖顶持另一头,一次装夹完成粗精加工。
2) 工步顺序
① 手动粗车端面。
② 手动钻中心孔。
③ 自动加工粗车φ16㎜、φ22㎜外圆,留精车余量1㎜。
④ 自右向左精车各外圆面:倒角→车削φ16㎜外圆,长35㎜→车φ22㎜右端面→倒角→车φ22㎜外圆,长45㎜。
⑤ 粗车2㎜×0.5㎜槽、3㎜×φ16㎜槽。
⑥ 精车3㎜×φ16㎜槽,切槽3㎜×0.5㎜槽,切断。
2.选择机床设备
根据零件图样要求,选用经济型数控车床即可达到要求。故选用CK0630型数控卧式车床。
3.选择刀具
根据加工要求,选用五把刀具,T01为粗加工刀,选90°外圆车刀,T02为中心钻,T03为精加工刀,选90°外圆车刀,T05为切槽刀,刀宽为2㎜,T07为切断刀,刀宽为3㎜(刀具补偿设置在左刀尖处)。
同时把五把刀在自动换刀刀架上安装好,且都对好刀,把它们的刀偏值输入相应的刀具参数中。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系、对刀点和换刀点
确定以工件右端面与轴心线的交点O为工件原点,建立XOZ工件坐标系,如图2-17所示。
采用手动试切对刀方法(操作与前面介绍的数控车床对刀方法基本相同)把点O作为对刀点。换刀点设置在工件坐标系下X35、Z30处。
6.编写程序(以CK0630车床为例)
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的
加工程序如下:
N0010 G59 X0 Z105
N0020 G90
N0030 G92 X35 Z30
N0040 M03 S700
N0050 M06 T01
N0060 G00 X20 Z1
N0070 G01 X20 Z-34.8 F80
N0080 G00 X20 Z1
N0090 G00 X17 Z1
N0100 G01 X17 Z-34.8 F80
N0110 G00 X23 Z-34.8
N0120 G01 X23 Z-80 F80
N0130 G28
N0140 G29
N0150 M06 T03
N0160 M03 S1100
N0170 G00 X14 Z1
N0171 G01 X14 Z0
N0180 G01 X16 Z-1 F60
N0190 G01 X16 Z-35 F60
N0200 G01 X20 Z-35 F60
N0210 G01 X22 Z-36 F60
N0220 G01 X22 Z-80 F60
N0230 G28
N0240 G29
N0250 M06 T05
N0260 M03 S600
N0270 G00 X23 Z-72.5
N0280 G01 X21 Z-72.5 F40
N0290 G04 P2
N0300 G00 X23 Z-46.5
N0310 G01 X16.5 Z-46.5 F40
N0320 G28
N0330 G29
N0340 M06 T07
N0350 G00 X23 Z-47
N0360 G01 X16 Z-47 F40
N0370 G04 P2
N0380 G00 X23 Z-35
N0390 GO1 X15 Z-35 F40
N0400 G00 X23 Z-79
N0410 G01 X20 Z-79 F40
N0420 G00 X22 Z-78
N0430 G01 X20 Z-79 F40
N0440 G01 X0 Z-79 F40
N0450 G28
N0460 G29
N0470 M05
N0480 M02






