



图8—1是一种远程传感器上用的法兰简图,要车削A、B、C、D、E五个面。除A面外,其它各面尺寸精度、位置精度和表面粗糙度的要求都比较高。毛坯是锻件。为保证精度,分粗车、精车来完成。采用安装55。等边菱形刀片的外圆刀,按图示的方向安装在刀台上。
车削方法:如按常规的方法,车A、B面用一把刀,车C、D、E面用另一把刀,这样粗车和精车要用4把刀,而且用这种方法加工很难使B、E面之间的尺寸误差不超过公差(0.02ram)范围。采用一把刀车削工件回转中心两边的方法,解决了上述问题。此方法是粗车、精车分别用一把刀,两把刀除刀尖圆弧不同外,其它都相同,连走刀路线都相同。下面只介绍精车刀的车削过程。
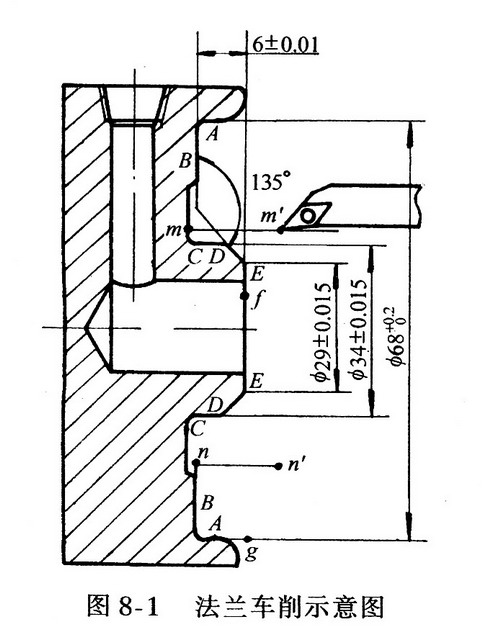
先让刀尖快速到达m’点,让工件正转(M03)的同时,再使刀尖到达切削起始点m,依次切削C、D、E面,直到f点。接着让工件停转(M05),同时让刀尖到达n’点,让工件逆转(M04.)的同时,让刀尖到达另一侧切削起始点n,依次切削B面和A面,直到刀尖到达g点。至此,切削已全部完成,退刀、停转和结束程序。
采用此方法,已成功地加工了万余件,效果很好,可供车削类似的工件参考。






