3)封闭轮廓循环G73指令
G73U(△J ) W(△k )R(d)P(ns)Q(nf)X(△u )Z(△W)
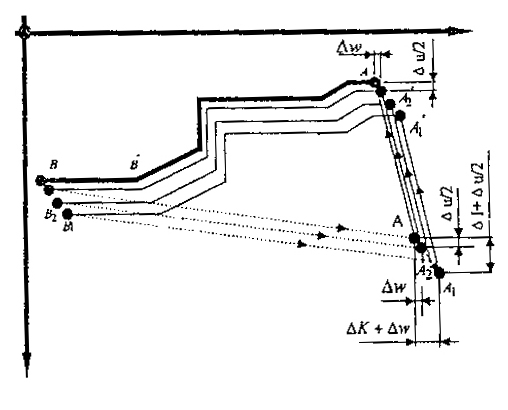
见图1一37所示,该功能在切削工件时,刀具轨迹为一封闭回路,刀具逐渐进给,使封闭切削回路逐渐向零件最终形状靠近,最终切削加工完成。其运动轨迹为:A→A1→A1’ →B1→A2→A2’ →B2→······→A→A’ →B→A。其中
△1、为X轴上粗加工的总退刀量,其为半径值
△2、为 Z 轴上粗加工的总退刀量
d、为粗加工重复次数:
ns、为精加工路线的第一个程序段的顺序号(即A→A’程序段的顺序号)
nf、为精加工路线的最后一个程序段的顺序号即B→B’程序段的顺序号)
△u、为X轴方向上精加工余量(直径值)
△w、为Z轴方向上精加工余量
S、T、为粗加工时的F、S、T指令
此目扫页序号为ns到nf程序段中的F、S、T下指令无效;而当精加指令的F、S、T指令无效,ns到nf程序段中的F、S、T 指令有效。
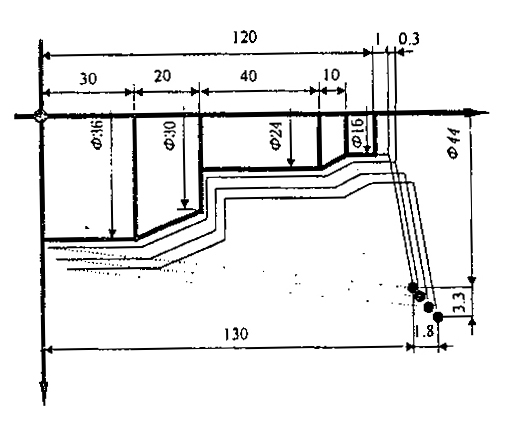
%1038 (见图1-38)
N1 G92 X52 Z190
N2 G90 G00 X44 Z130
N3 G73 U3 W1.5 R3 P10 Q15 X0.6 Z0.3
N10 G00 X16 Z121
N11 G01 X16 Z100 F100
N12 X24 Z90
N13 X24 Z50
N14 X30 Z50
N15 X36 Z30
N16 X36 Z0
N17 G00 X52 Z190
N18 M30