



阶台轴的加工(如图)
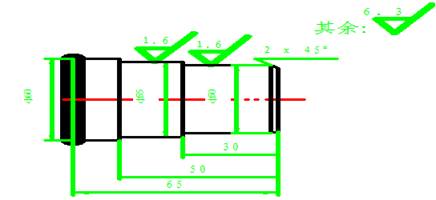
O 0001 程序号
N01 G92 X100 Z20 建立工件坐标系
N02 M03 S600 T0101主轴正转,选择01号刀具
N03 G00 X65 Z2 快速定位到(65、2)处
N04 G01 X55 F100
N05 G01 Z-50 F100直线插补 车Ф55外圆
N06 G01 X60 F300
N07 G01 Z2 退刀
N08 G01 X50 F100
N09 G01 Z-30 F100直线插补 车Ф50外圆
N10 G01 X56
N11 G01 Z0 退刀
N12 G01 X46
N13 G01 X50 Z-2 F100 倒角加工(2X45º)
N14 G01 X52 F200
N15 G00 X100 Z20 快速退刀,为下一步换刀作准备
N16 M05 主轴停转
