
用G71和G82指令编写车削图1所示工件的加工程序。
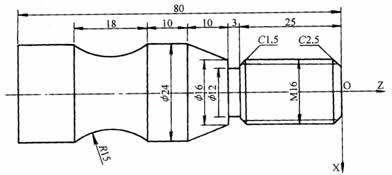
图1 编程实例一
1号刀为90°外圆车刀,基准刀;
2号刀为车槽刀,主切削刃宽3mm,左刀尖为刀位点;
3号刀为60°螺纹车刀;
4号刀为切断刀,主切削刃宽3mm,刀头长30mm,左刀尖为刀位点。
加工程序如下:(略)



用G71和G82指令编写车削图1所示工件的加工程序。
图1 编程实例一
1号刀为90°外圆车刀,基准刀;
2号刀为车槽刀,主切削刃宽3mm,左刀尖为刀位点;
3号刀为60°螺纹车刀;
4号刀为切断刀,主切削刃宽3mm,刀头长30mm,左刀尖为刀位点。
加工程序如下:(略)
阿凡达共发布829篇

2023-05-21427
2023-05-21389
2023-05-21347
2023-05-21396
2023-05-21444
2023-05-21435
2023-05-21262
2023-05-21236
2023-05-21459
2023-05-21282