
1) 端平面切削循环
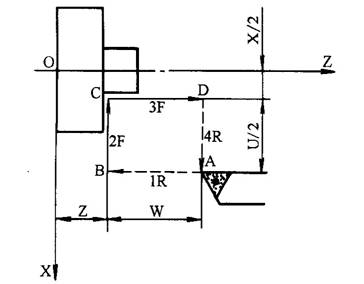
程序段格式为:
G81 X Z F
G81与G80的区别只是切削方向的不同,G81的切削方向是X轴方向,主要适用于X向进给量大于Z向进给量的情况
2) 端锥面切削循环
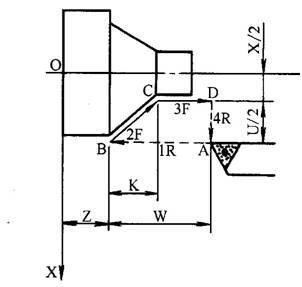
程序段格式为::
G81 X Z K F
K值为切削起点B与切削终点
C的X坐标值之差(半径值)。



1) 端平面切削循环
程序段格式为:
G81 X Z F
G81与G80的区别只是切削方向的不同,G81的切削方向是X轴方向,主要适用于X向进给量大于Z向进给量的情况
2) 端锥面切削循环
程序段格式为::
G81 X Z K F
K值为切削起点B与切削终点
C的X坐标值之差(半径值)。
阿凡达共发布829篇

 最简单的数车编程 编程起步必看(附FANUC与华中系统代码对照)
最简单的数车编程 编程起步必看(附FANUC与华中系统代码对照)
2023-05-211214
2023-05-211023
2023-05-201057
2023-05-201034
2023-05-201058
2023-05-201031
2023-05-201002
2023-05-201120
2023-05-191041
2023-05-191554