
功能:当零件的内、外圆柱面(圆锥面)上毛坯余量较大时,用G80可以去除大部分毛坯余量。
1) 直线切削循环
格式:G80 X___Z___F
其轨迹如图5-1所示,由4个步骤组成。图中1(R)表示第一步快速运动。2(F)表示第二步按进给速度切削,其余3(F)、4(R)的意义相同。
图5-1
2)锥体车削循环
格式:G80X___Z___I___F
其轨迹如图5-2所示,I值的正负与刀具轨迹有关。
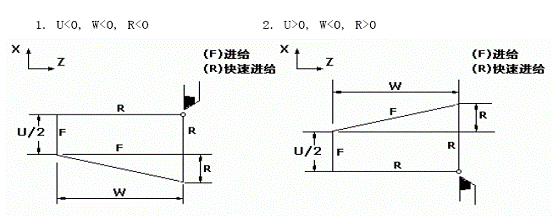

图5-2



功能:当零件的内、外圆柱面(圆锥面)上毛坯余量较大时,用G80可以去除大部分毛坯余量。
1) 直线切削循环
格式:G80 X___Z___F
其轨迹如图5-1所示,由4个步骤组成。图中1(R)表示第一步快速运动。2(F)表示第二步按进给速度切削,其余3(F)、4(R)的意义相同。
图5-1
2)锥体车削循环
格式:G80X___Z___I___F
其轨迹如图5-2所示,I值的正负与刀具轨迹有关。
图5-2
阿凡达共发布829篇

 最简单的数车编程 编程起步必看(附FANUC与华中系统代码对照)
最简单的数车编程 编程起步必看(附FANUC与华中系统代码对照)
2023-05-211216
2023-05-211026
2023-05-201060
2023-05-201040
2023-05-201062
2023-05-201036
2023-05-201003
2023-05-201123
2023-05-191043
2023-05-191565