图1所示为套类薄壁零件。它的内外圆直径差很小,强度当然就弱,如果在卡盘上夹紧时用力过大,就会使薄壁零件产生变形,造成零件的圆度误差。如果在卡盘上夹得不紧,在车削时有可能使零件松动而报废。夹紧力的大小,我们采取粗车时夹紧些,精车时夹松些来控制零件的变形。
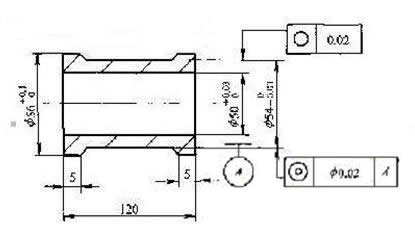
图1 套类薄壁零件
从图2中可以看到零件是在三爪自定心卡盘上装夹,零件只受到三个爪的夹紧力,夹紧力不均衡,从而使零件变形。如果将零件上的每一点的夹紧力都保持均衡,换句话说,就是增大零件的装夹接触面,而减少每一点的夹紧力。
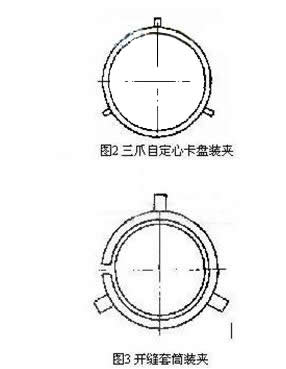
如图3所示,采用开缝套筒或扇形软卡爪,通过试验证明:后一种方法夹紧,零件的变形小,方法可行。
如果我们转移夹紧力的作用点,如图4所示,由径向夹紧改为轴向夹紧,通过试验分析:轴向夹紧力的正应力约为径向夹紧力的1/6,零件的变形很小,也可以说明轴向压紧方法有利于承载夹紧力,而不致使零件变形。
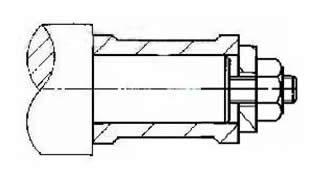
图4 轴向夹紧示意图