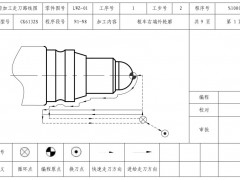
组合夹具是一种标准化、系列化、通用化程度很高的工艺装备,我国目前已基本普及。组合夹具由一套预先制造好的不同形状、不同规格、不同尺寸的标准元件及部件组装而成。图3-40为被加工盘类零件的工序图。
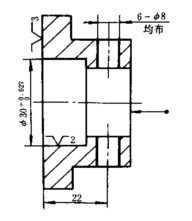
图3-40 盘类件钻径向孔工序图
组合夹具的特点
组合夹具一般是为某一工件的某一工序组装的专用夹具,也可以组装成通用可调夹具或成组夹具。组合夹具适用于各类机床,但以钻模和车床夹具用得最多。
组合夹具把专用夹具的设计、制造、使用、报废的单向过程变为组装、拆散、清洗入库、 再组装的循环过程。 可用几小时的组装周期代替几个月的设计制造周期,从而缩短了生产周 期;节省了工时和材料,降低了生产成本;还可减少夹具库房面积,有利于管理。
组合夹具的元件精度高、耐磨,并且实现了完全互换,元件精度一般为IT6~IT7级。用组合夹具加工的工件,位置精度一般可达IT8~IT9级,若精心调整,可以达到IT7级。
由于组合夹具有很多优点,又特别适用于新产品试制和多品种小批量生产,所以近年来 发展迅速,应用较广。组合夹具的主要缺点是体积较大,刚度较差,一次投资多,成本高,这使组合夹具的推广应用受到一定限制。
组合夹具分为槽系和孔系两大类。