设计夹紧机构,必须首先合理确定夹紧力的三要素:大小、方向和作用点。
确定夹紧力作用方向时,应与工件定位基准的配置及所受外力的作用方向等结合起来考虑。其确定原则是:
(1) 夹紧力的作用方向应垂直于主要定位基准面。
图3-27所示直角支座以A、B面定位镗孔,要求保证孔中心线垂直于A面。为此应选择A面为主要定位基准,夹紧力Q的方向垂直于A面。这样,无论A面与B面有多大的垂直度误差,都能保证孔中心线与A面垂直。否则,如图(b)所示夹紧力方向垂直于B面,则因A、B面间有垂直度误差(α>90°或α<90°),使镗出的孔不垂直于A面而可能报废。
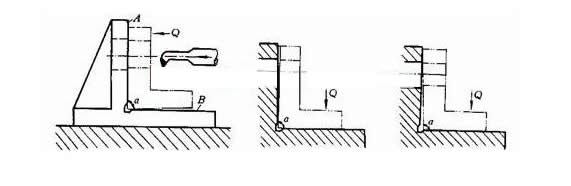
(a) (b)
图3-27 夹紧力方向对镗孔垂直度的影响
(a) 合理 (b) 不合理
(2) 夹紧力作用方向应使所需夹紧力最小。
这样可使机构轻便、紧凑,工件变形小,对手动夹紧可减轻工人劳动强度,提高生产效率。为此,应使夹紧力Q的方向最好与切削力F、工件的重力G的方向重合,这时所需要的夹紧力为最小。
图3-28表示了F、G、Q三力不同方向之间关系的几种情况。显然,图(a)最合理,图(f)情况为最差。
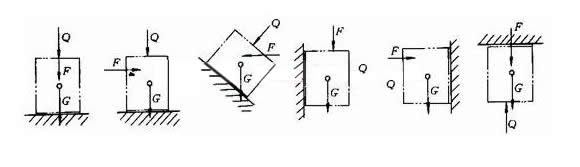
(a) (b) (c) (d) (e) (f)
图3-28 夹紧方向与夹紧力大小的关系
(a)最合理 (b)较合理 (c)可行 (d)不合理 (e)不合理 (f)最不合理
(3) 夹紧力作用方向应使工件变形最小。
由于工件不同方向上的刚度是不一致的,不同的受力表面也因其接触面积不同而变形各异,尤其在夹紧薄壁工件时,更需注意。
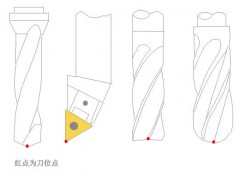
如图3-29所示套筒,用三爪自定心卡盘夹紧外圆,显然要比用特制螺母从轴向夹紧工件的变形大得多。
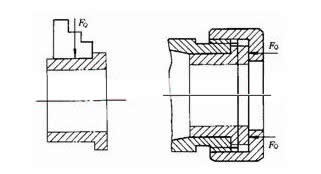
图3-29 夹紧力方向与工件刚性关系