零件的结构工艺性是指在满足使用性能的前提下,是否能以较高的生产率和最低的成本方便地加工出来的特性。为了多快好省地把所设计的零件加工出来,就必须对零件的结构工艺性进行详细的分析。主要考虑如下几方面。
(1) 有利于达到所要求的加工质量
①合理确定零件的加工精度与表面质量
加工精度若定得过高会增加工序,增加制造成本,过低会影响机器的使用性能,故必须根据零件在整个机器中的作用和工作条件合理地确定,尽可能使零件加工方便制造成本低。
②保证位置精度的可能性
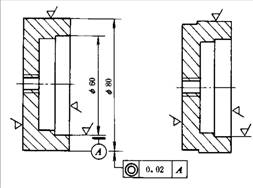
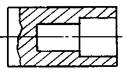
为保证零件的位置精度,最好使零件能在一次安装中加工出所有相关表面,这样就能依靠机床本身的精度来达到所要求的位置精度。如图6(a)所示的结构,不能保证φ80㎜与内孔φ60㎜的同轴度。如改成图(b)所示的结构,就能在一次安装中加工出外圆与内孔,保证二者的同轴度。
(a) (b)
图6 有利于保证位置精度的工艺结构
(a) 错误 (b) 正确
(2) 有利于减少加工劳动量
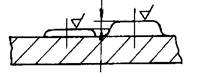
①尽量减少不必要的加工面积
减少加工面积不仅可减少机械加工的劳动量,
而且还可以减少刀具的损耗,提高装配质量。图
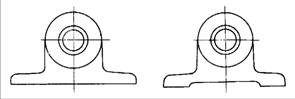
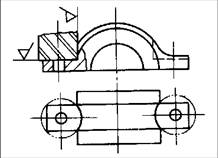
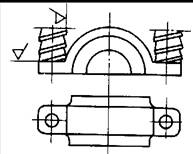
7(b)中的轴承座减少了底面的加工面积,降低了修配的工作量,保证配合面的接触。图8(b)中减少了精加工的面积,又避免了深孔加工。
(a) (b) (a) (b)
图7 减少轴承座底面加工面积 图8 避免深孔加工的方法
(a) 错误 (b) 正确 (a) 错误 (b) 正确
②尽量避免或简化内表面的加工
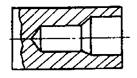
因为外表面的加工要比内表面加工方便经济,又便于测量。因此,在零件设计时应力求避免在零件内腔进行加工。如图9所示箱体,将图(a)的结构改成图(b)所示的结构,这样不仅加工方便而且还有利于装配。再如图10所示,将图(a)中件2上的内沟槽a加工,改成图(b)中件1的外沟槽加工,这样加工与测量就都很方便。
(3) 有利于提高劳动生产率
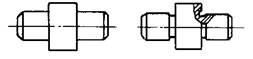
①零件的有关尺寸应力求一致,并能用标准刀具加工。如图11(b)中改为退刀槽尺寸一致,则减少了刀具的种类,节省了换刀时间。如图12(b)采用凸台高度等高,则减少了加工过程中刀具的调整。如图13(b)的结构,能采用标准钻头钻孔,从而方便了加工。
②减少零件的安装次数 零件的加工表面应尽量分布在同一方向,或互相平行或互相 垂直的表面上;次要表面应尽可能与主要表面分布在同一方向上,以便在加工主要表面时,
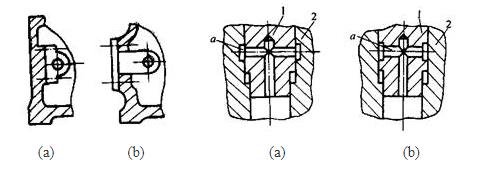
图9 将内表面转化为外表面加工 图10 将内沟槽转化为外沟槽加工
(a) 错误 (b) 正确 (a) 错误 (b) 正确

(a) (a) (a)
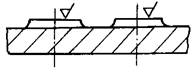
(b) (b) (b)
图11 退刀槽尺寸一致 图12 凸台高度相等 图13 便于采用标准钻头
(a) 错误 (b) 正确 (a) 错误 (b) 正确 (a) 错误 (b) 正确
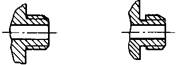
同时将次要表面也加工出来;孔端的加工表面应为圆形凸台或沉孔,以便在加工孔时同时将凸台或沉孔全锪出来。如:图14(b)中的钻孔方向应一致;图15(b)中键槽的方位应一致。

(a) (b) (a) (b)
图14 钻孔方向一致 图15 键槽方位一致
(a) 错误 (b) 正确 (a) 错误 (b) 正确
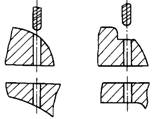
③零件的结构应便于加工 如图16(b)、17(b)所示,设有退刀槽、越程槽,减少了刀具(砂轮)的磨损。图18(b)的结构,便于引进刀具,从而保证了加工的可能性。
④避免在斜面上钻孔和钻头单刃切削 如图19(b)所示,避免了因钻头两边切削力不等使钻孔轴线倾斜或折断钻头。
(a) (b) (a) (b)
图16 应留有越程槽 图17 应留有退刀槽
(a) 错误 (b) 正确 (a) 错误 (b) 正确

(a) (b) (a) (b)
18 钻头应能接近加工表面 图19 避免在斜面上钻孔和钻头单刃切削
(a) 错误 (b) 正确 (a) 错误 (b) 正确
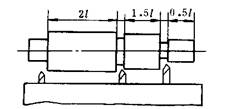
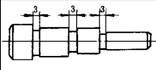
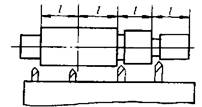
⑤便于多刀或多件加工 如图20(b)所示,为适应多刀加工,阶梯轴各段长度应相似或成整数倍;直径尺寸应沿同一方向递增或递减,以便调整刀具。零件设计的结构要便于多件加工,如图21所示,图(b)结构可将毛坯排列成行便于多件连续加工。
(a) (b)
图20 便于多刀加工
(a) 错误 (b) 正确
(a) (b)
图21 便于多件连续加工
(a) 错误 (b) 正确