目前数控机床的品种很多,通常按下面四种方法进行分类。
1、按运动方式分类(1)、点位控制系统 点位控制系统是指数控系统只控制刀具或机床工作台,从一点淮确地移动到另一点,而点与点之间运动的轨迹不需要严格控制的系统。为了减少移动部件的运动与定位时间,一般先以快速移动到终点附近位置,然后以低速准确移动到终点定位位置,以保证良好的定位精度。移动过程中刀具不进行切削。使用这类控制系统的主要有数控坐标镗床、数控钻床、数控冲床等。下图是点位控制加工示意图。

(2)、点位直线控制系统 点位直线控制系统是指数控系统不仅控制刀具或工作台从一个点准确地移动到下一个点,而且保证在两点之间的运动轨迹是一条直线的控制系统。刀具移动过程可以进行切削。应用这类控制系统的有数控车床、数控钻床和数控铣床等。下图是直线控制切削加工示意图。

(3)、轮廓控制系统 轮廓控制系统也称连续切削控制系统,是指数控系统能够对两个或两个以上的坐标轴同时进行严格连续控制的系统。它不仅能控制移动部件从一个点淮确地移动到另一个点,而且还能控制整个加工过程每一点的速度与位移量,将零件加工成一定的轮廓形状。应用这类控制系统的有数控铣床、数控车床、数控齿轮加工机床和加工中心等。下图是轮廓控制加工示意图。

2、按控制方式分类
(1)开环控制数控机床
开环控制系统的特征是系统中没有检测反馈装置,指令信息单方向传送,并且指令发出后,不再反馈回来,故称开环控制。
受步进电动机的步距精度和工作频率以及传动机构的传动精度影响,开环系统的速度和精度都较低。但由于开环控制结构简单,调试方便,容易维修,成本较低,仍被广泛应用于经济型数控机床上。典型的开环数控系统如下图所示。
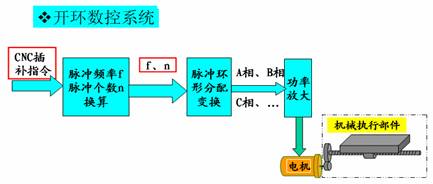
开环数控系统
(2) 半闭环控制数控机床
半闭环控制系统框图如下图所示。 半闭环控制数控机床不是直接检测工作台的位移量,而是采用转角位移检测元件,测出伺服电动机或丝杠的转角,推算出工作台的实际位移量,反馈到计算机中进行位置比较,用比较的差值进行控制。由于反馈环内没有包含工作台,故称半闭环控制。
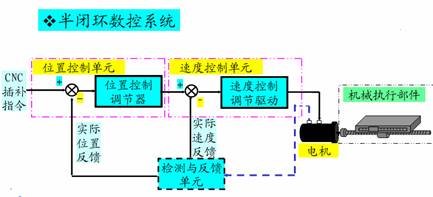
半闭环控制系统
半闭环控制精度较闭环控制差,但稳定性好,成本较低,调试维修也较容易,兼顾了开环
控制和闭环控制两者的特点,因此应用比较普通。
(3) 闭环控制数控机床
闭环控制系统框图如下图所示。闭环控制系统的特点是,利用安装在工作台上的检测元件将工作台实际位移量反馈到计算机中,与所要求的位置指令进行比较,用比较的差值进行控制,直到差值消除为止。可见,闭环控制系统可以消除机械传动部件的各种误差和工件加工过程中产生的干扰的影响,从而使加工精度大大提高。速度检测元件的作用是将伺服电动机的实际转速变换成电信号送到速度控制电路中,进行反馈校正,保证电动机转速保持恒定不变。常用速度检测元件是测速电动机。
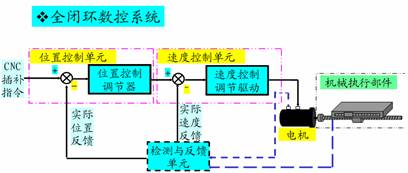
闭环控制系统
闭环控制的特点是加工精度高,移动速度快。这类数控机床采用直流伺服电动机或交流伺服电动机作为驱动元件,电动机的控制电路比较复杂,检测元件价格昂贵。因而调试和维修比较复杂,成本高。
3、按工艺用途分类
按工艺用途分类,数控机床可分为数控钻床、车床、铣床、镗床、磨床和齿轮加工机床等,还有压床、冲床、弯管机、电火花切割机、火焰切割机等。
加工中心是带有刀库及自动换刀装置的数控机床,它可以在一台机床上实现多种加工。工件一次装夹,可完成多种加工,既节省辅助工时,又提高加工精度。加工中心特别适用于箱体、壳体的加工。车削加工中心可以完成所有回转体零件的加工。