



数控机床的PLC提供了完整的编程语言,利用编程语言,按照不同的控制要求可编制不同的控制程序。梯形图方法是现在使用最广泛的编程方法,在形式上类似于继电器控制电路图,简单、直观、易读、好懂。
数控机床中的PLC编程步骤如下:
(1)确定控制对象;
(2)制作输入和输出信号电路原理图、地址表和PLC数据表;
(3)在分析数控机床工作原理或动作顺序的基础上,用流程图、时序图等描述信号与机床运动之间的逻辑顺序关系,设计制作梯形图;
(4)把梯形图转换成指令表的格式,然后用编程器键盘写入顺序程序,接下来用仿真装置或模拟台进行调试、修改;
(5)将经过反复调试并确认无误的顺序程序固化到EPROM中,并将程序存人软盘或光盘,同时整理出有关图纸及维修所需资料。
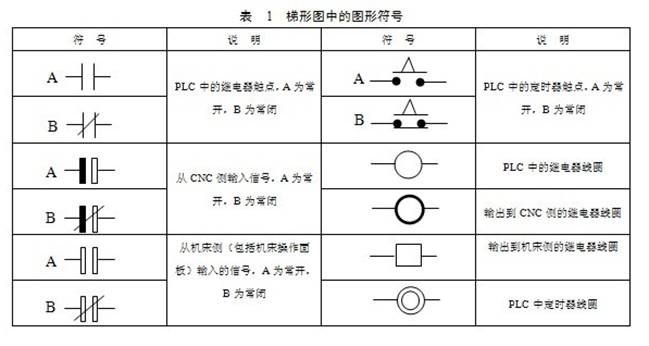
表1中所列为FANUC系列梯形图的图形符号。
下面以数控机床主轴定向控制为例说明PLC在数控机床上的应用。
在数控机床进行加工时,自动交换刀具或精镗孔都要用到主轴定向功能。图1所示为主轴定向功能的PLC控制梯形图。
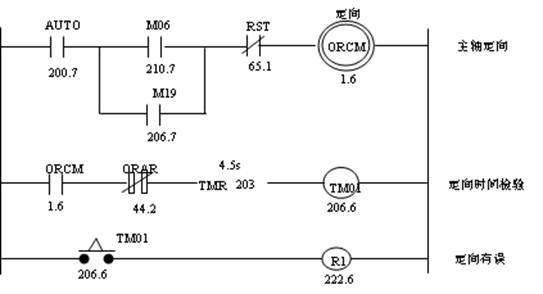
图1 数控机床主轴定向控制梯形图
梯形图1中AUTO为自动工作状态信号,手动时AUTO为“0”,自动时为“1”。M06是换刀指令,M19是主轴定向指令,这两个信号并联作主轴定向控制的控制信号。RST为CNC系统的复位信号。ORCM为主轴定向继电器。ORAR为从机床输入的定向到位信号。另外,这里还设置了定时器TMR功能,来检测主轴定向是否在规定时间内完成。通过手动数据输入(MDI)面板在监视器上设定4.5秒的延时数据,并存储在第203号数据存储单元。当在4.5秒内不能完成定向控制时,将发出报警信号。Rl为报警继电器。图中的梯形图符号边的数据表示PLC内部存储器的单元地址,如200.7表示数据存储器中第200号存储单元的第7位,这些地址可由PLC程序编制人员根据需要来指定。
