
直线插补的速度分析
直线加工时,有
![]()
式中 L——直线长度;
V——刀具进给速度;
N——插补循环数;
f——插补脉冲的频率。
插补循环数为
N=xe+ye=Lcosα+Lsinα
式中 α一直线与X轴的夹角。
则
![]()
上式说明刀具进给速度与插补脉冲的频率f、直线与X轴的夹角α有关。若保持f不变,加工0°和90°倾角的直线时刀具进给速度最大(为f),加工45°倾角的直线时刀具进给速度最小(为0.707f),如图所示。
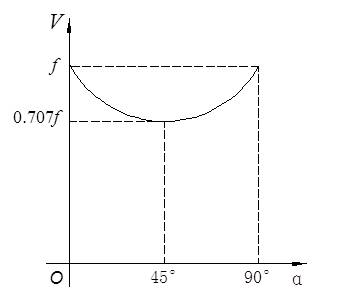
图 逐点比较法直线插补速度的变化





动态详情
逐点比较法直线插补速度的变化计算分析
直线插补的速度分析 直线加工时,有
式中 L——直线长度; V——刀具进给速度; N——插补循环数; f——插补脉冲的频率。 插补循环数为 N=xe+ye=Lcosα+Lsinα 式中 α一直线与X轴的夹角。 则
上式说明刀具进给速度与插补脉冲的频率f、直线与X轴的夹角α有关。若保持f不变,加工0°和90°倾角的直线时刀具进给速度最大(为f),加工45°倾角的直线时刀具进给速度最小(为0.707f),如图所示。
图 逐点比较法直线插补速度的变化 |