动态列表
夹具是机床的一种附加装置,它在机床上相对刀具的位置在工件未安装前已预先调整好,所以在加工一批工件时不必再逐个找正定位,就能保证加工的技术要求,既省工又省事,是高效的定位方法,在成批和大量生产中广泛应用。表面粗…
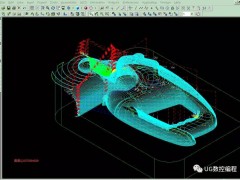
导致我们的刀轨不能正常使用的。 在切削参数里面设置,在边上延伸但是,会发现,表面上面有些微小的烂面,导致我们的刀轨不能使用通常在这个时候,有经验的编程人员就开始寻找烂面。生成刀轨就会发现刚才那些微小的…
2、计算G92实际R值(车牙时,起始端至收点端的半径差):-0.15X1/2X(16+3)=-1.425 X33.1 3、收点X=锥体大端直径Φ Z = -(Φ-切点X)÷2÷tanθ+切点的Z(也…
多刀路清角铣属于清角铣的一个子类型,它具有清角铣的全部特点,区别于单刀路清角铣的地方在于,单刀路清角铣是在中心边缘处生成一道刀路,而多刀路清角铣在中心边缘的两侧,通过设置刀路偏置步距数来生成多道刀路。多刀路清角铣的优点在于,适用于拐角余量较大的余...
加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与图纸规定的理想几何参数符合的程度。这种相符合的程度越高,加工精度也越高。在加工中,由于各种因素的影响,实际上不可能将零件的每一个几何参数加工得与理想几何参数完全相符,总会产生一些偏离。这种...
飞刀:又称机械刀,装刀片加工。 合金刀:指平底刀或者合金材质刀尖带R的 球刀:合金材质刀尖R为刀刃的一半的 涂层刀:合金材质刀刃喷涂加硬 中心钻倒角刀 …
|