
在工件需要磨削部分轴向尺寸大于砂轮宽度时,采用Z轴移动纵向磨削的方法。
在磨削余量较大的情况下,一般先分几次进行横向切入磨削,以提高磨削效率。
纵向磨削时,在工件两端砂轮不产生干涉时,一般砂轮应走出砂轮厚度的1/3左右。在单边发生干涉时,如果工件前一道加工工序未切出空刀槽,采用单边切入纵向磨削效果比较好,利于清除根部,如图所示。
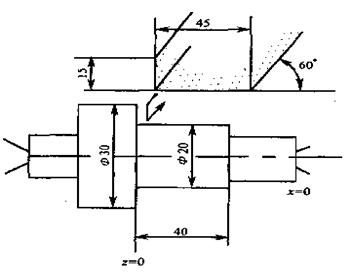
图2 纵向磨削
(a)单边切入 (b)双边切入





动态详情
纵向磨削加工方法图示简介
在工件需要磨削部分轴向尺寸大于砂轮宽度时,采用Z轴移动纵向磨削的方法。 在磨削余量较大的情况下,一般先分几次进行横向切入磨削,以提高磨削效率。 纵向磨削时,在工件两端砂轮不产生干涉时,一般砂轮应走出砂轮厚度的1/3左右。在单边发生干涉时,如果工件前一道加工工序未切出空刀槽,采用单边切入纵向磨削效果比较好,利于清除根部,如图所示。
图2 纵向磨削 (a)单边切入 (b)双边切入 |