动态列表
1目的本规程用于指导操作者正确操作和使用设备。2适用范围本规程适用于指导本公司数控车床的操作与安全操作。3管理内容3.1操作规程3.1.1操作者必须熟悉机床操作顺序和性能,严禁超性能使用设备。3.1.2操作者必须经过培训、考试或考核合格后,持证上岗。3.1.3开机前,...
1、操作者必须熟悉机床使用说明书和机床的一般性能、结构,严禁超性能使用。2、开机前应按设备点检卡规定检查机床各部分是否完整、正常,机床的安全防护装置是否牢靠。3、按润滑图表规定加油,检查油标、油量、油质及油路是否正常,保持润滑系统清洁,油箱、油眼不得...
一、安全操作基本注意事项1.工作时请穿好工作服、安全鞋,戴好工作帽及防护镜,注意:不允许戴手套操作机床。2.不要移动或损坏安装在机床上的警告标牌。3.不要在机床周围放置障碍物,工作空间应足够大。4.某一项工作如需要俩人或多人共同完成时,应注意相互间的协调...
下列地址是系统固定的地址。地址含义地址含义D刀具偏置号N子程序F进给功能P程序编号G准备功能R参数变量H辅助功能S主轴转速L子程序调用T刀具顺序号M辅助功能:主程序程序举例:N10 G54 T9 D2引申轴的固定地址:地址含义AX轴值(在轴的程序段中可以变化)ACC轴的加速度...
C程序结构和内容一个NC程序或零件程序由一系列的描述数控机床刀具连续加工过程的NC程序段组成。有一个关于程序结构的标准是DIN 66025标准。这个程序也叫做“零件程序”,因为它包含一个零件加工的全部所需指令。一个NC程序或零件加工程序使工件通过数字控制机床刀具...
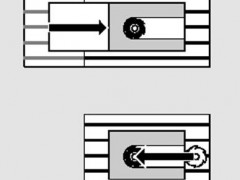
(1)高速深孔往复排屑钻G73指令指令格式:G73 X_ Y_ Z_ R_ Q_ F_孔加工动作如图4.24左图所示。G73指令用于深孔钻削,Z轴方向的间断进给有利于深孔加工过程中断屑与排屑。指令Q为每一次进给的加工深度(增量值且为正值),图示中退刀距离d由数控系统内部设定。(2)深孔...
工艺过程卡名称模具零件加工工艺产品名称相机壳模具零件名称动模仁材料45钢尺 寸300×200×50件 数1件工序号工序 名称工 序 内 容 、要 求加 工 设 备工艺设备备 注夹具刀具量具1打磨磨出三个基准面打磨机床平口虎钳砂轮游标卡尺打磨2铣平面粗铣300×200×50的外形(...
合理选择刀片硬质合金牌号的主要依据是被加工材料的性能和硬质合金的性能。一般选用铣刀时,可按刀具制造厂提供加工的材料及加工条件,来配备相应牌号的硬质合金刀片。 由于各厂生产的同类用途硬质合金的成份及性能各不相同,硬质合金牌号的表示方法也不同,为方...
数控铣床铣削加工是机器加工中最常用的加工措施之一。它主要包括平面铣削和轮廓铣削。也可以对零件进行钻、扩、铰、镗、锪加工及螺纹加工等。数控铣削主要得当于下列几类零件的加工。1、平面类零件 平面类零件是指加工面平行或垂直于水平面。以及加工面与水平面的夹...
图1为是某机床变速箱体中操纵机构上的拨动杆,用作把转动变为拨动,实现操纵机构的变速功能。材料为HT200,该零件的生产类型为中批量生产。分析其数控加工工艺。图1 拨动杆零件图1.零件图工艺分析 先对拨动杆零件进行精度分析。对于形状和尺寸(包括形状公差、位置...
一、数控铣削编程的基本原理由图1可知,数控铣床编程就是按照数控系统的格式要求,根据事先设计的刀具运动路线,将刀具中心运动轨迹上或零件轮廓上各点的坐标编写成数控加工程序。二、加工程序代码标准数控加工所编制的程序,要符合具体的数控系统的格式要求。如本站... |