| 刀具破损形式 | 形成原因 | 应对措施 |
| 名称 | 对应英文名称 | 图像 |
| 后刀面磨损 | Flank wear | 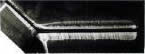 | | 降低切削速度 选择更耐磨的硬质合金 检查刀尖高度 选择进给量与切深的正确比例
|
| 月牙洼磨损 | Crater wear |  | | 降低切削速度和/或进给量 选择较耐磨的材料 选用配正前角刀具
|
| 积屑瘤 | Welding |  | 切削速度不合适 进给太低 刀具不够锋利 刀具/工件材料不匹配
| 改变切削速度 增加进给 采用冷却液 减小倒棱 扩大前角 选用低亲和性的刀具材料
|
| 条纹状磨损 | Notching |  | | |
| 梳状裂纹 | Thermal cracking |  | | 选择一种耐热性能更好的材料 使用冷却液要么不间断并且足量,要么干脆不使用。
|
| 崩刃 | Flaking |  | | 选择较硬的硬质合金材料 选用比较稳定的刀刃几何形状来防止出屑冲击 通过改变切削值或改变排屑槽来改变排屑方向
|





