





G73用于深孔钻削,在钻孔时采取间断进给,有利于断屑和排屑,适合深孔加工。图1所示为高速深孔钻加工的工作过程。其中Q为增量值,指定每次切削深度。d为排屑退刀量,由系统参数设定。
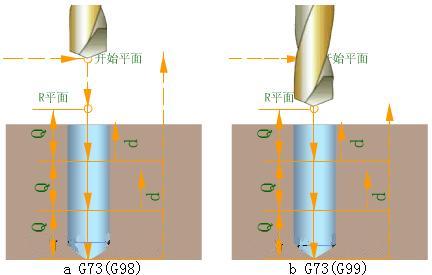
图1 高速深孔钻循环
例,对图2所示的5-ф8 mm深为50mm的孔进行加工。显然,这属于深孔加工。利用G73进行深孔钻加工的程序为:
图2 应用举例
O40
N10 G56 G90 G1 Z60 F2000 //选择2号加工坐标系,到Z向起始点
N20 M03 S600 //主轴启动
N30 G98 G73 X0 Y0 Z-50 R30 Q5 F50 //选择高速深孔钻方式加工1号孔
N40 G73 X40 Y0 Z-50 R30 Q5 F50 //选择高速深孔钻方式加工2号孔
N50 G73 X0 Y40 Z-50 R30 Q5 F50 //选择高速深孔钻方式加工3号孔
N60 G73 X-40 Y0 Z-50 R30 Q5 F50 //选择高速深孔钻方式加工4号孔
N70 G73 X0 Y-40 Z-50 R30 Q5 F50 //选择高速深孔钻方式加工5号孔
N80 G01 Z60 F2000 //返回Z向起始点
N90 M05 //主轴停
N100 M30 //程序结束并返回起点
加工坐标系设置:G56 X= - 400,Y = -150,Z = - 50。
上述程序中,选择高速深孔钻加工方式进行孔加工,并以G98确定每一孔加工完后,回到R平面。设定孔口表面的Z向坐标为0,R平面的坐标为30,每次切深量Q为5,系统设定排屑退刀量d为2处。