





*单一切削循环指令(G80、G81、G82 )
1)内、外径切削循G8O指令
a 圆柱面的内、外径切削循G80 X _ Z _ F _ ;
见图1一21所示,执行该指令时,刀具从循环起点A开始,经A→B→C→D→A四段轨迹,其中AB、DA段按决速R移动:BC、CD段按指令速度F移动。X、Z值在绝对指令时为切削终点C的坐标值,在增量指令时,为切削终点C相对于循环起点A的移动距离。
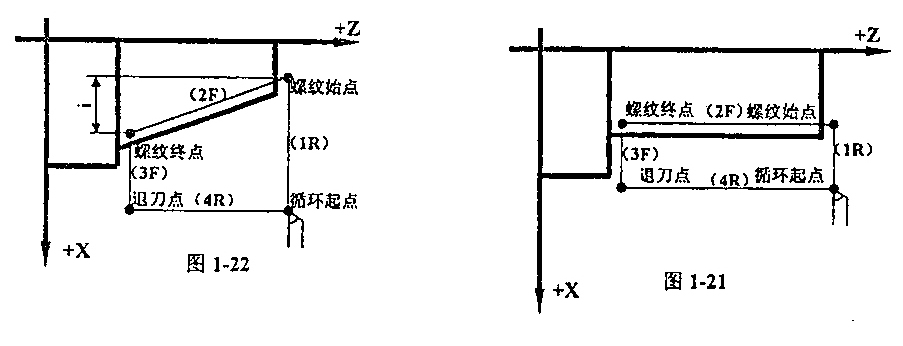
b 带锥度的内、外径切削循环GSO X __Z__l__F__;
见图1一22,其中X、Z同上述一样,I值为切削始点日与切削终点C的半径差,即r始一 r终。当算术值为正时,取正值:为负时,I取负值。
例如(见图1一23)
%1023
N1 G54
N2 M03
N3 G90 G00 X40 Z50 F300
N4 G80 X30 Z20 F300
N5 G80 X27 Z20 F300
N6 G80 X24 Z20 F300
N7 M05
N8 M30
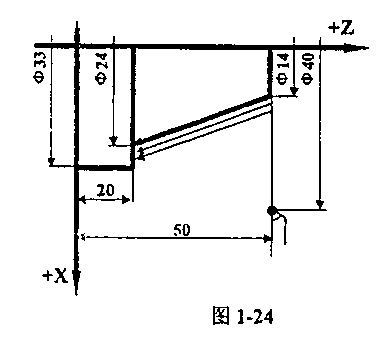
例如(见图l一24)
%1024 H92 C40 X50
N1 G91 G80 X—10 Z—30 1—5 F300 M03
N2 G80 X—13 Z—30 1—5
N3 G80 X—16 Z—30 1—5
N4 M05
N5 M30