





*复合循环切削指令(G71、G72、G73、G76 )
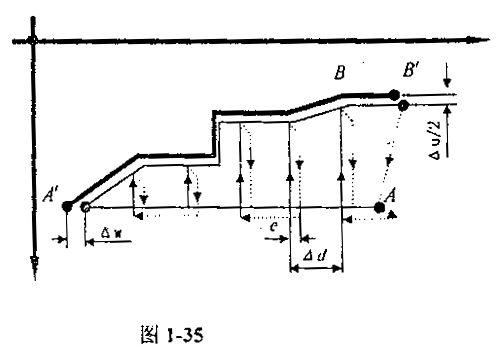
G72W(△d )R(e ) P ( ns ) Q ( nf ) X(△u ) Z(△W)F(f) T(t)S (s)
见图1一35所示,该循环指令与G71指令的区别在于其切削方向平行于X轴,其格式中各参数含义与G71相同,在使用G71指令或G72指令编程时,应注意下述几点:
注:
● 带有P、Q地址的G71或G72指令,才能进行该循环加工。
● 粗加工循环时,处于ns到nf程序段之间的F、S、T机能的指令均无效. G71或G72格式中含有的P、S、T有效。
● 在顺序号为ns的顺序段中,必须使用G00或G01指令。
● 在顺序号为ns的顺序段中,使用G71指令时,不得有Z轴方向的位移,使用G72指令时不得有X轴方向的位移。
● 由A到B的刀具轨迹在x、Z轴上必须连续递减或递增。
● 处于ns到n于程序段之间的精加工程序不应包含有子程序。例如:(见图1一36 )
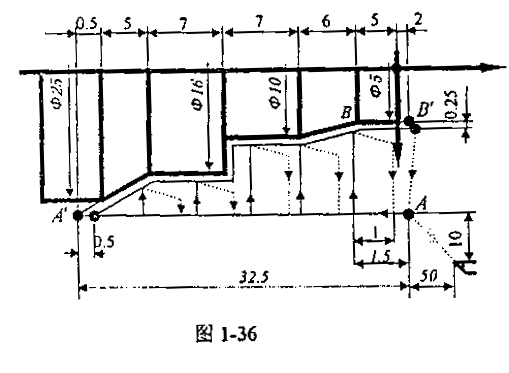
%1036
G92 X45.9 Z52
N1 G91 GOO X-20 Z-50 M03
N2 G72 W1.5 R1 P3 Q9 X0.5 Z0.5 F300
N3 G00 X0 Z-32.5
N4 G01 X-9.9 Z5.5 F300
N5 X0 Z7
N6 X-6 Z6
N7 X0 Z7
N8 X-5 Z6
N9 X0 Z7
N10 G00 G90 X45.9 Z52
N11 M30