





1. 刀尖圆弧半径补偿的目的
数控机床是按假想刀尖运动位置进行编程,如图1中A点,实际刀尖部位是一个小圆弧,切削点是刀尖圆弧与工件的切点,如图2所示,在车削圆柱面和端面时,切削刀刃轨迹与工件轮廓一致;在车削锥面和圆弧时,切削刀刃轨迹会引起工件表面的位置与形状误差(图中δ值为加工圆锥面时产生的加工误差值),直接影响工件的加工精度。
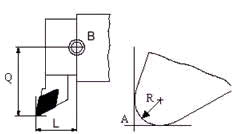
图1 刀尖与刀尖圆弧
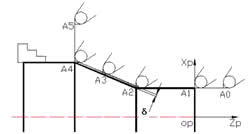
图2 假想刀尖的加工误差
如果采用刀尖圆弧半径补偿方法,如图3所示,把刀尖圆弧半径和刀尖圆弧位置等参数输入刀具数据库内,这样我们可以按工件轮廓编程,数控系统自动计算刀心轨迹,控制刀心轨迹进行切削加工,如图4所示,这样通过刀尖圆弧半径补偿的方法消除了由刀尖圆弧而引起的加工误差。

图3 刀尖圆弧位置
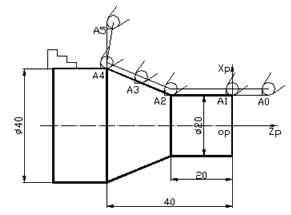
图4 刀尖圆弧半径补偿
2. 刀尖圆弧半径补偿指令
指令格式 G41(G42、G40)G01(G00)X(U)_ Z(W)_
指令功能 G41为刀尖圆弧半径左补偿;
G42为刀尖圆弧半径右补偿;
G40是取消刀尖圆弧半径补偿。
指令说明 顺着刀具运动方向看,刀具在工件的左边为刀尖圆弧半径左补偿;刀具在工件的右边为刀尖圆弧半径右补偿。只有通过刀具的直线运动才能建立和取消刀尖圆弧半径补偿。
例题 如图4,运用刀尖圆弧半径补偿指令编程。
G00 X20 Z2 快进至A0点
G42 G01 X20 Z0 刀尖圆弧半径右补偿A0-A1
Z-20 A1-A2
X40 Z-40 A2-A3-A4
G40 G01 X80 Z-40 退刀并取消刀尖圆弧半径补偿A4-A5