



以系统总线为中心,系统总线将各个模块有效地连接在一起,按照标准协议交换各种数据和控制信息,构成完整的系统,实现各种预定的功能。如图2.3所示。
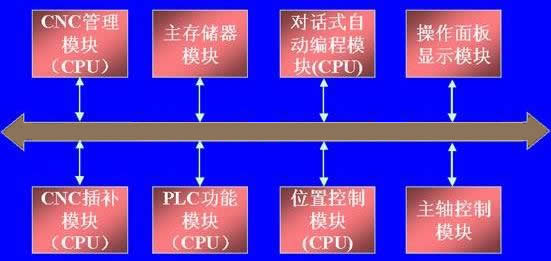
图2.3 多微处理器共享总线结构
(1) CNC管理模块
该模块管理和组织整个CNC装置各功能协调工作,如系统的初初始化、中断管理、总线裁决、系统错误识别和处理、系统软硬件诊断等。它还完成数控代码编译、坐标计算和转换、刀具补偿和进给速度处理等插补前的预处理。
(2) 存储器模块
该模块存放程序和数据,为主存储器。每个CPU控制模块中还有局部存储器。主存储器模块是各功能模块间数据传送的共享存储器。
(3) CNC 插补模块
该模块根据前面的编译指令和数据进行插补计算,按规定的插补类型通过插补计算为各个坐标提供位置给定值。
(4) 位置控制模块
插补后的坐标作为位置控制模块的给定值,而实际位置通过相应的传感器反馈给该模块,经过一定的控制算法,实现无超调、无滞后、高性能的位置闭环。
(5) PLC模块
零件程序中的开关功能和由机床来的信号在这个模块中作逻辑处理,实现各功能和操作方式这间的连锁,机床电气设备的启停、刀具交换、转台分度、工件数量和运转时间的计算等。
(6) 操作面板监控和显示模块
零件程序、参数、各种操作命令和数据的输入、输出、显示所需要的各种接口电路。
