



穿丝孔是进行线切割加工之前,采用其它加工方法(如钻孔)在工件上加工出的工艺孔。穿丝孔是电极丝相对于工件运动的起点,同时也是程序执行的起始位置。由于坯件材料在切断时,会破坏材料内部应力的平衡状态而造成材料的变形,影响加工精度,严重时甚至造成夹丝、断丝。而当采用穿丝孔时,可以使工件坯料保持完整,从而减少变形所造成的误差,如图4所示。
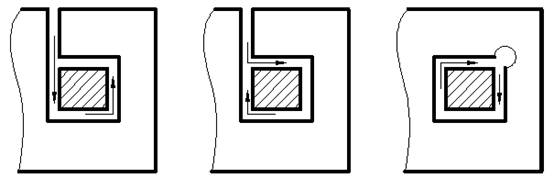
(a) 不正确 (b) 不好 (c) 好
图4加工穿丝孔与否、切割凸模的比较
穿丝孔应选在容易找正,并且在加工过程中便于检查的位置。在切割中、小形凹形类工件时,穿丝孔位于凹形的中心位置操作最为方便。因为这既便于穿丝孔加工位置准确,又便于控制坐标轨迹的计算。在切割凸形工件或大孔形凹形类工件时,穿丝孔应设置在加工起始点附近,这样可以大大缩短无用切割行程。穿丝孔的位置,最好选在已知坐标点或便于计算的坐标点上,以简化有关轨迹控制的运算。

