

G76 X Y Z R Q F
X Y :孔在XY平面上的位置坐标
Z :镗孔深度。
R :循环起点。
F :切削进给率。
Q :偏移量,表示主轴停止时,主轴先定位角度,
刀尖做微量偏移的值。
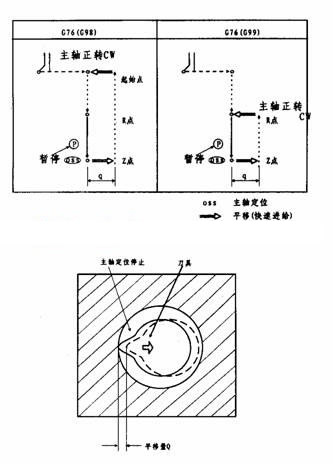
因为主轴在孔底位置执行定位停止,主轴向切削方向的反方向平移后逃离,可执行高精度及高效率的镗孔而不会伤到工件表面。
注:平移量用Q指定。Q值一定是正值。如果指定负号无效。平移方向可用参数设定选择+x,-x,+y,及-y的任何一个(资料N0.0002)。
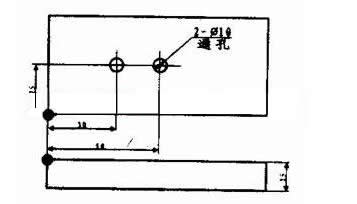
例:对图所示零件镗孔。
指令方式:
O001
G17 G40 G80;
N001 G00 G91 G30 X0 Y0 Z0;
T1;
M06;
G00 G90 G54 X30. Y25. S600;
G43 Z10. H01 M13;
G98 G76 Z-15. R5.Q100 F60;
X50.;
G00 G80 Z50.;
G91 G28 Y0.;
M30;