直线插补指令 G01(模态指令)
格式
G1 X… Y… Z … F…
G1 AP=… RP=… F…
解释
X Y Z 直角坐标的终点
AP= 极坐标的终点,这里指极角
RP= 极坐标的终点,这里指极半径
F 进给率单位为毫米/分钟
指令用途
刀具作两点间的直线运动加工时使用该指令,G01表示刀具从当前位置开始以给定的切削速度F,沿直线移动指令给出的目标位置。G01、F指令均为模态指令,有继承性,即如果上一段程序为G01,则本程序可以省略不写。X、Y、Z为终点坐标值也同样具有继承性,即如果本程序段的X(或Y或Z)的坐标值与上一程序段的X(或Y或Z)坐标值相同,则本程序段可以不写X(或Y或Z)坐标。切削加工时,一般要求进给速度恒定,因此,在一个稳定的切削加工工程中,往往只在程序开头的某个插补(直线插补或圆弧插补)程序段写出F值。
编程实例
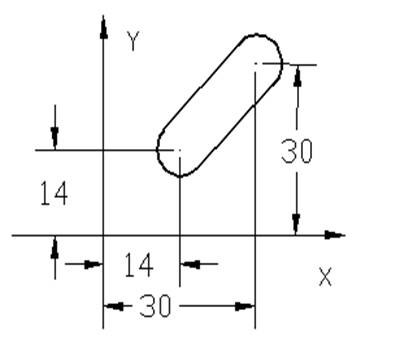
N10 G0 X14 Y14 ;快速定位
N20 G1 Z-2 ;z切深2mm
N30 X30 Y30 ;直线插补
N40 G0 Z6 ;Z快速退回
N50 M30 ;程序结束