在工件需要磨削部分轴向尺寸大于砂轮宽度时,采用Z轴移动纵向磨削的方法。
在磨削余量较大的情况下,一般先分几次进行横向切入磨削,以提高磨削效率。
纵向磨削时,在工件两端砂轮不产生干涉时,一般砂轮应走出砂轮厚度的1/3左右。在单边发生干涉时,如果工件前一道加工工序未切出空刀槽,采用单边切入纵向磨削效果比较好,利于清除根部,如图所示。
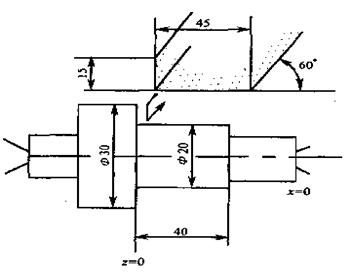
图2 纵向磨削
(a)单边切入 (b)双边切入


在工件需要磨削部分轴向尺寸大于砂轮宽度时,采用Z轴移动纵向磨削的方法。
在磨削余量较大的情况下,一般先分几次进行横向切入磨削,以提高磨削效率。
纵向磨削时,在工件两端砂轮不产生干涉时,一般砂轮应走出砂轮厚度的1/3左右。在单边发生干涉时,如果工件前一道加工工序未切出空刀槽,采用单边切入纵向磨削效果比较好,利于清除根部,如图所示。
图2 纵向磨削
(a)单边切入 (b)双边切入
版权声明:本站部分内容文章及图片来自互联网或自媒体,版权归属于原作者。如内容、图片有任何版权侵权问题,请联系我们处理,我们将在第一时间删除内容。
免责声明:数控信息网发布此文目的在于促进信息交流,不存在盈利性目的,此文观点与本站立场无关,不承担任何责任。未经证实的信息仅供参考,据此操作风险自担。如遇虚假诈骗信息,请立即举报