

预备知识:
指令: G92螺纹切削循环指令,
格式:G92X-Z-F-(公制螺纹)
G92X-Z-I-(英制螺纹)
说明:X Z-终点的坐标值。
G-螺距(导程)
I-英制螺纹,I是非模态指令。
注意事项:
1)螺纹加工必须设置升速进刀段与降速退刀段,其经验公式如下;
2)主轴转速与螺距是相关联并相制约的,改变主轴转速的百分率,将切出不规则的升速进刀段δ1=S•L/1800x3.065
降速退刀段δ2=S•L/1800
S—主轴转速
L—导程
3)在螺纹加工过程中株主轴倍率有效,但在切螺纹中,如改变了倍率,由于升降速的影响不能切出正确的螺纹。
4)加工螺纹中,进给速度倍率无效,固定在100%。
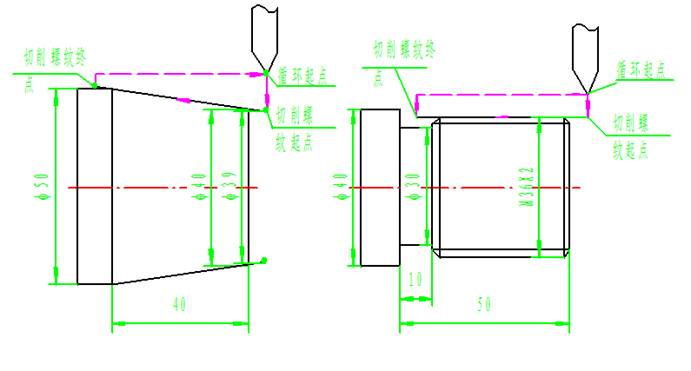
编程实例:
如下图所示。
(1)采用FANUC 0i 系统
(2)采用60°螺纹车刀
(3)加工程序如下:
用G92加工螺纹循环切削程序:
O1234 程序名
N10 G54 G98 用G54设定工件坐标系
N20 M03 S500 主轴正转,500r/min
N30 T0303 选择3号刀具,导入3号刀补
N40 G00 X52 Z5 快速定位
N50 G92 X49 Z-40 I-5.5 F2.0 螺纹循环加工
N60 X48
N70 X47.4
N80 G00 X120 Z50 快速返回起刀点
N90 M05 主轴停转
N100 M30 程序结束
% 程序结束符
扩展知识:(加工见上图)
1、G92加工锥螺纹的指令应用
G92X-Z-R-F-(公制螺纹)
G92X-Z-R-I-(英制螺纹)
说明:X Z-终点的坐标值。
F-螺距(导程)
I-英制螺纹,I是非模态指令
R-循环起点与终点的半径之差。