在铆接时,若采用手工敲铆法,不仅生产效率低、劳动强度大,而且加工质量也差。为了解决这些问题,就制作了如图11-2所示的工具,通过使用,用这种工具挤铆出的工件,质量非常好,球面粗糙度可达.Ral.6μm,生产效率比手工铆接可提高10倍以上。
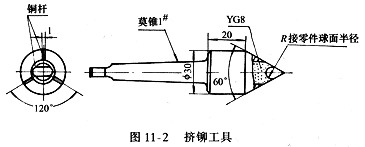
使用时,把工具安装在钻床主轴锥孔内,工件安装在台钻工作台上,校对相互位置后,钻床以(800~1000)r/min的速度,进行铆接。为了减少摩擦和提高表面质量,应进行润滑。


在铆接时,若采用手工敲铆法,不仅生产效率低、劳动强度大,而且加工质量也差。为了解决这些问题,就制作了如图11-2所示的工具,通过使用,用这种工具挤铆出的工件,质量非常好,球面粗糙度可达.Ral.6μm,生产效率比手工铆接可提高10倍以上。
使用时,把工具安装在钻床主轴锥孔内,工件安装在台钻工作台上,校对相互位置后,钻床以(800~1000)r/min的速度,进行铆接。为了减少摩擦和提高表面质量,应进行润滑。
版权声明:本站部分内容文章及图片来自互联网或自媒体,版权归属于原作者。如内容、图片有任何版权侵权问题,请联系我们处理,我们将在第一时间删除内容。
免责声明:数控信息网发布此文目的在于促进信息交流,不存在盈利性目的,此文观点与本站立场无关,不承担任何责任。未经证实的信息仅供参考,据此操作风险自担。如遇虚假诈骗信息,请立即举报
0评论2023-05-22250
0评论2023-05-22163
0评论2015-11-011374
0评论2015-11-011569
0评论2015-10-171208
0评论2015-10-171156
0评论2015-10-091645
0评论2015-10-091407
0评论2015-10-091562
0评论2015-09-281297