

3.2. 运动方式相关 G 指令
* 快速点定位 G00 指令
格式: G00X _ Z__
功能: G00指令刀具从当前点决速移到X、Z所指定的日标点上,刀具在运动时,其进给路线可能为折线,这与参数设定的各轴决速进给速度有关。
说明: X、Z 在 G90 时,为目标点的坐标值
在 G91 时,为目标点相对于起始点的移动距离。
实例:例图1一8,如果X轴的快速进给为300mm/min Z轴的决速进给速度为600mm/min,刀具的始点位于工件坐标系的A点。当程序为
% 1008(见图1一8)
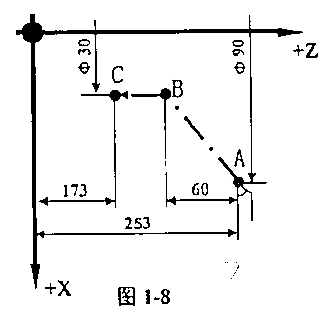
N01 G92 X90 Z253(建立工件坐标)
N02 G90 G00 X30 X173(或G91 G00X一60Z一80 )
N03 X90 Z253 (或X60 280)
N04 M30时,刀具不是从A点走一条直线到C点而是先沿X、Z轴移至B点再沿Z轴移至C点
*直线插补 G01 指令
格式:G01X_ Z _F_ ;
功能:GOO 指令刀具按F给定的走刀最,从当前点进行直线插补并到达X、Z指定的目标点上。
说明:X、Z:在G90时,为目标点的坐标值。在G9l时,为目标点(终点)相对当前点(始点)的移动距离。
注:F 折令为模态指令,在遇到下一个 F 指令前一直有效,当 F 指令一次也没指定时,其进给速度为级大速度。
实例例如图 1一9
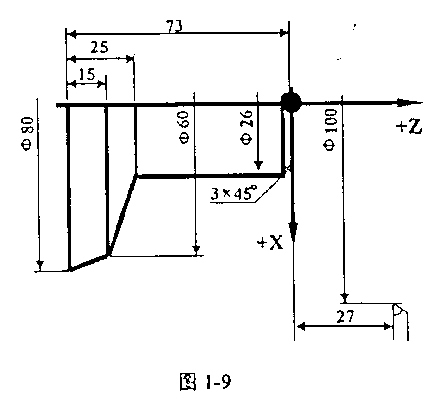
%1009(见图 1一9 )
N1 G91 G00X一842一25M03
N2 G01 XIOZ一5F300
N3Z一45
N4 X34Z一10
NS X20Z一15
N6X10
N7 GOO X10 Z100
N8 M05
N9 M30