





指令格式: G73 UΔi WΔk Rd
G73 Pns Qnf UΔu WΔw Ff Ss Tt
指令功能:适合加工铸造、锻造成形的一类工件,见图3.31所示。
指令说明:
Δi 表示X轴向总退刀量(半径值);
ΔK 表示Z轴向总退刀量;
d 表示循环次数;
ns 表示精加工路线第一个程序段的顺序号;
nf 表示精加工路线最后一个程序段的顺序号;
Δu 表示X方向的精加工余量(直径值);
Δw 表示Z方向的精加工余量。
①固定形状切削复合循环指令的特点:
a.刀具轨迹平行于工件的轮廓,故适合加工铸造和锻造成形的坯料;
b.背吃刀量分别通过X轴方向总退刀量Δi和Z轴方向总退刀量ΔK除以循环次数d求得;
c.总退刀量Δi与ΔK值的设定与工件的切削深度有关。
②使用固定形状切削复合循环指令,首先要确定换刀点、循环点A、切削始点A’和切削终点B的坐标位置。分析上图,A点为循环点,A’→B是工件的轮廓线,A→A’→B为刀具的精加工路线,粗加工时刀具从A点后退至C点,后退距离分别为Δi+Δu /2,Δk+Δw,这样粗加工循环之后自动留出精加工余量Δu /2、Δw。
③顺序号ns至nf之间的程序段描述刀具切削加工的路线。
例题: 如图3.32所示,运用固定形状切削复合循环指令编程。
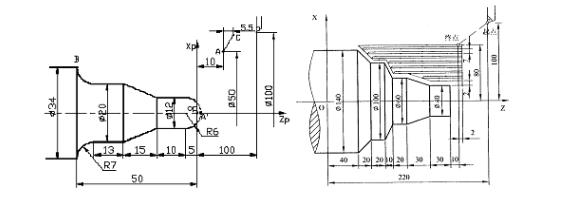
图3.32 固定形状切削复合循环例题 图3.33 复合固定循环举例
N010 G50 X100 Z100
N020 G00 X50 Z10
N030 G73 U18 W5 R10
N040 G73 P50 Q100 U0.5 W0.5 F100
N050 G01 X0 Z1
N060 G03 X12 W-6 R6
N070 G01 W-10
N080 X20 W-15
N090 W-13
N100 G02 X34 W-7 R7
N110 G70 P50 Q100 F30