动态列表
T、D指令指定刀具号和刀具长度、半径存放寄存器号指令。组成:T、D后跟两位数字,如T11、D02等。其中数字分别表示存放在库中的刀具号和刀具长度、半径补偿寄存器号。上述两个指令分别表示后续加工将选择刀库中11号刀具和采用D02寄存器中的数值进行补偿。车床:1). T后...
西门子840D系统程序命名规则a、前一个符号必须是字母或数字(或一个字符有下划线)b、其余符号可以是字母、数字及下划线c、程序名最多有24个字符d、字符间不允许使用分隔符常见程序段格式N…G…X…Y…Z…F…S…D…T…M…说明N…程序段号G…准备功能X…Y…Z…坐标终点...
西门子840D数控系统关于参考点的指令G27、G28、G29及G30 1自动返回参考点(G28)格式:G28IP-;该指令使指令轴以快速定位进给速度经由IP指定的中间点返回机床参考点,中间点的指定既可以是绝对值方式的也可以是增量值方式的,这取决于当前的模态。一般地,该指令用于整个加工程序结束后使工件移出加工区,以便卸下加工完毕...
(一)零件程序的输入(二)译码所谓译码,指的是将输入的数控加工程序段按一定规则翻译成数控装置中的计算机能够识别的数据形式,并按约定的格式存放在指定的译码结果缓冲器中。(三)刀具补偿经过译码后得到的数据,还不能直接用于插补控制,要通过刀具补偿计算,...
1、单位设定指令1)尺寸单位设定指令尺寸单位设定指令有G20、G21。其中G20表示英制尺寸,G21表示公制尺寸。G21为缺省值。SIMENS和FAGOR系统采用G71/G70代码。2)进给速度单位的设定指令G94、G95,均为模态指令,G94为缺省值。程序段格式为:G94 F;或G95 FG94设定每...
1.图纸工艺分析在对图纸工艺分析(与普通加工的图纸分析相似)的基础上:1)确定加工方案2)确定加工机床、刀具与夹具;3)确定零件加工的工艺线路、工步顺序;4)切削用量(f、s、t)等工艺参数。2.根据图纸尺寸及工艺线路的要求:1)选定工件坐标系2)计算零件轮廓...
地址名称也可以用一个单词来描述(根据标准DIN66025),在同一个NC程序中,这个单词具有相同的含义,这个地址名称必须是唯一的。同一个地址名称不能用于其它的地址。地址名可以代表下列含义:a.变量—系统变量—用户变量b.常量c.关键词d.一些字母表示的DIN地址e.跳转...
地址含义备注A旋转轴变量B旋转轴变量C旋转轴变量D刀偏顺序号定量F进给速度定量FA轴的进给定量FL轴的进给极限定量G准备功能定量H辅助功能定量I插补参数变量IP插补参数变量J插补参数变量K插补参数变量L子程序调用定量M辅助功能定量N子程序定量OVR倍率定量P程序编号定量...
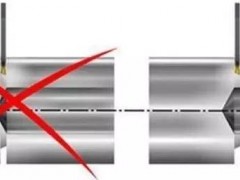
在铣削工序中,工件沿着与铣刀旋转方向以相同或相反的方向进给,这会影响铣削的切入、切出以及是采用顺铣还是逆铣的方法。 在边缘顺铣中,切屑厚度将从切削开始起逐渐减小,最终在切削结束时达到零。如果铣刀被拉入工件…
图解CAD中切线和相切圆的画法 两圆的外切圆 两圆的外切圆 圆与圆的相切圆(一外切两内切) 圆与圆的相切圆(两…
公式:牙外径-1/2×牙距 例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm 牙外径-1/2×牙距则应为: M6-(牙距×0.860.96)/代码=下孔径 例1:M3×0.… |