
(1)间接测量部分 见图10标注。
Ra80~5μm:粗磨,Ra3.2~2.5μm:半精磨,Ra0.32~0.02μm:精磨;
G98:㎜/min,G99:㎜/s。
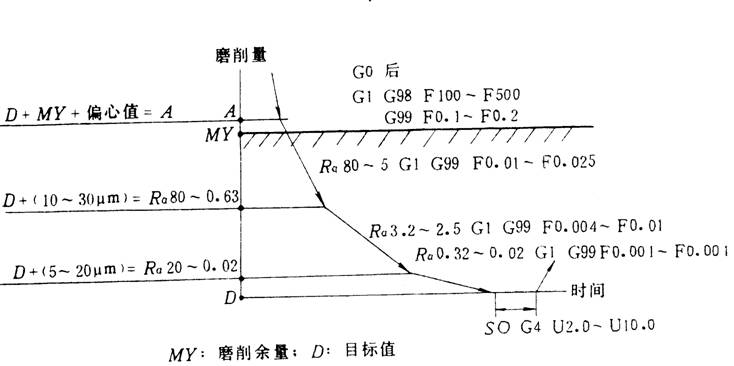
图10 间接测量部分标注
(2)直接测量部分 见图11所示意。
1P:为测量设定1信号,是Ra80~5μm与Ra3.2~2.5μm的交换点;
2P:为测量设定2信号,是Ra3.2~2.5μm与Ra0.32~0.02μm的交换点;
3P:为测量设定3信号,是磨削的结束点。
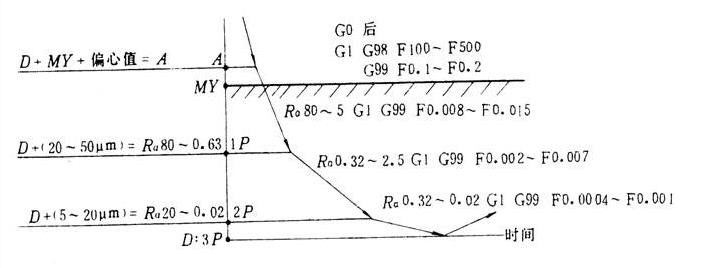
图11 直接测量部分示意





动态详情
外径横向数控磨削条件设定
(1)间接测量部分 见图10标注。 Ra80~5μm:粗磨,Ra3.2~2.5μm:半精磨,Ra0.32~0.02μm:精磨; G98:㎜/min,G99:㎜/s。
图10 间接测量部分标注 (2)直接测量部分 见图11所示意。 1P:为测量设定1信号,是Ra80~5μm与Ra3.2~2.5μm的交换点; 2P:为测量设定2信号,是Ra3.2~2.5μm与Ra0.32~0.02μm的交换点; 3P:为测量设定3信号,是磨削的结束点。
图11 直接测量部分示意 |