
端面磨削一般采用角型砂轮。磨削方式一般与横向磨削方式相同。端面与外圆都需要磨削时,可采用X、Z轴联动,斜向切入的方法,以提高磨削效率。但端面磨削接触面积较大,要注意磨削条件,防止发生烧伤。
图3所示为一个端面和外圆需要磨削的零件,图4中(a)的磨削方式根部R较大;改用(b)图的方式进行加工,可使跟部R最小。
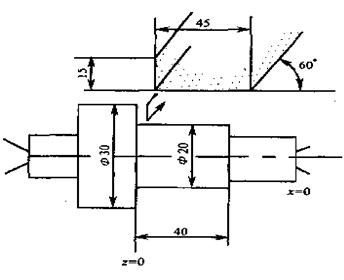
图3 端面磨削
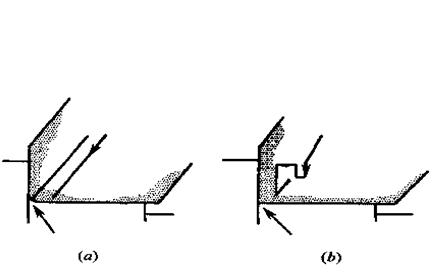
图4 端面磨削
(a)根部R大; (b)跟部R小





动态详情
端面磨削加工方法图示简介
端面磨削一般采用角型砂轮。磨削方式一般与横向磨削方式相同。端面与外圆都需要磨削时,可采用X、Z轴联动,斜向切入的方法,以提高磨削效率。但端面磨削接触面积较大,要注意磨削条件,防止发生烧伤。 图3所示为一个端面和外圆需要磨削的零件,图4中(a)的磨削方式根部R较大;改用(b)图的方式进行加工,可使跟部R最小。
图3 端面磨削
图4 端面磨削 (a)根部R大; (b)跟部R小 |