





如图a所示为某企业生产的自动扶梯的链轮轮廓的示意简图。链轮由24个齿均布,由图b所示的局部放大图中可见,链轮的每一个齿廓都由6个不同曲率半径的拐点相接而成。(a)(b)图链轮工艺分析:链轮分成24齿均布,则两齿间的夹角为15°,一个齿形的终点是下一个齿形的起点。在实际加工中,每铣一个齿后,将坐标系旋转一定的角度,再...
如图a所示为某企业生产的自动扶梯的链轮轮廓的示意简图。链轮由24个齿均布,由图b所示的局部放大图中可见,链轮的每一个齿廓都由6个不同曲率半径的拐点相接而成。
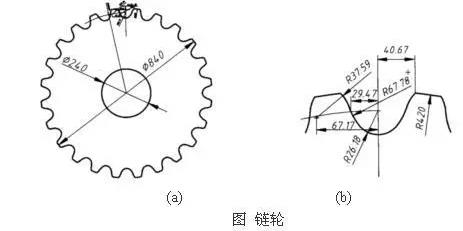
工艺分析:链轮分成24齿均布,则两齿间的夹角为15°,一个齿形的终点是下一个齿形的起点。在实际加工中,每铣一个齿后,将坐标系旋转一定的角度,再继续铣削,降低了编程的工作量。为使程序简化,使用相对坐标指令G91来旋转坐标系,可以省略每一齿调用子程序的编写。编程时,以加工一个齿形为基准,一个齿形加工程序的终点作为下一齿形加工的起点,如此循环24次,完成链轮的加工。使用ф10mm的硬质合金立铣刀进行加工。
数据计算:从图b可以看出,用手工计算节点是不现实的,可以使用AutoCAD绘制。在AutoCAD中使用偏移指令,将链轮正上方的一个齿的轮廓线偏移一个刀具半径值5mm(这样可以不使用刀具半径补偿),得到如图19中双点划线所示图形。标注各交点的坐标和各段圆弧半径,如图19所示。
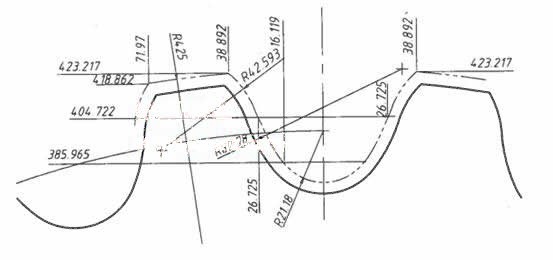
图19 链轮节点计算
加工坐标原点:
XX:链轮的圆心
Y:链轮的圆心
Z:链轮的下表面
加工程序:(略)
| 链轮材料 | 热处理 | 齿面硬度 | 应用范围 |
| 15、20 | 渗碳、淬火、回火 | (50~60)HRC | z≤25有冲击载荷的链轮 |
| 35 | 正火 | (160~200)HBS | z>25的链轮 |
| 45,45Mn,50 | 淬火、回火 | (40~45)HRC | 无剧烈冲击的链轮 |
| 15Cr、20Cr | 渗碳、淬火、回火 | (50~60)HRC | z<25的大功率传动链轮 |
| 40Cr、35SiMn、35CrMo | 淬火、回火 | (40~50)HRC | 要求强度较高及 耐磨损的重要链轮 |
| Q235、Q275 | 焊后退火 | 140HBS | 中速、中等功率、 尺寸较大的链轮 |
| 不低于HT150的灰铸铁 | 淬火、回火 | (260~280)HBS | z>50的从动链轮 |
| 酚醛层压布板 | P<6kW、速度较高、 传动平稳、噪声小的链轮 |