





第一节 细长轴的加工
一、使用中心架支承车削细长轴的方法
1.中心架直接支承在工件中间
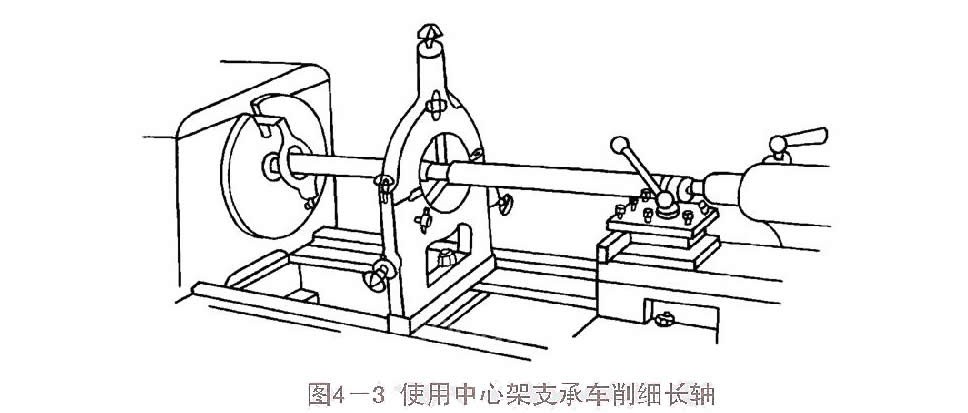
按图4-3所示的方法用中心架支承工件。在调节支承爪与工件的接触松紧时,应用力适当(凭手感),如接触太松,车削时易振动;接触太紧易“咬死”,并损坏支承爪与工件表面。
分两次装夹,工件可以分段车削。
2.使用过渡套筒支承车削
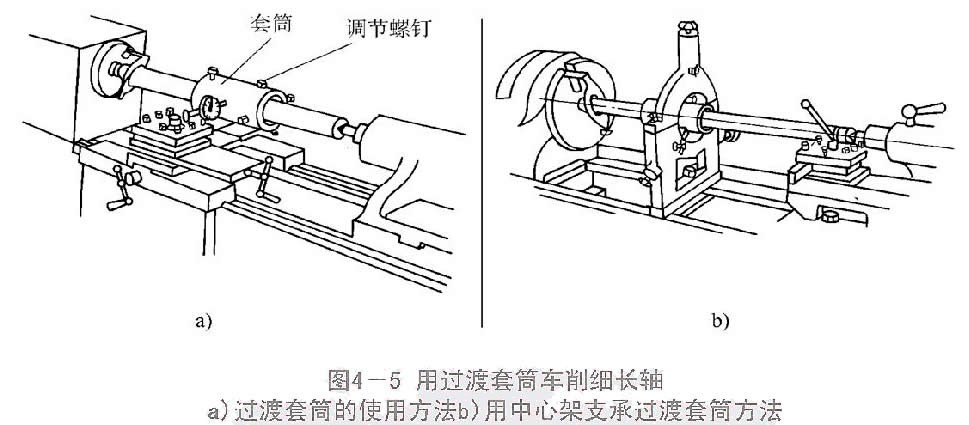
使用时将套筒套在工件的沟槽处,调整套筒两端的四个调节螺钉,将套筒固定在工件上,用百分表找正套筒的外圆轴线与主轴旋转轴线重合,如图4-5a所示。然后在套筒中间的外圆上用中心架支承,支承爪的调整及润滑与工件直接支承相同(见图4-5b)。
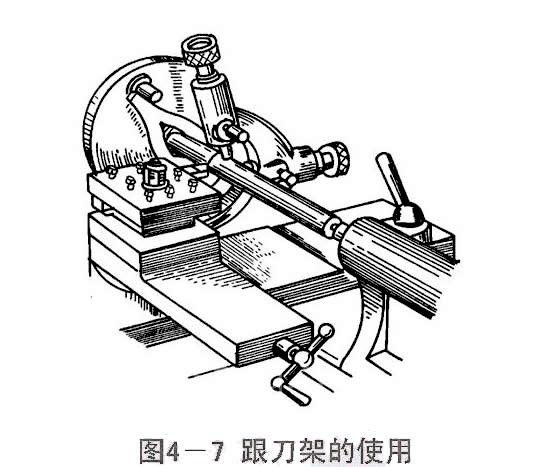
二、使用跟刀,架支承车削细长轴的方法
跟刀架只有两个支承爪,而另一支承爪被车刀所代替。跟刀架固定在床鞍上,跟着车刀一起移动,如图4-7所示。
跟刀架支承爪与工件接触松紧的调节
过松: 会将工件推向支承爪一面;
过紧: 会使工件压向车刀一面,会周期性地出现外圆一段大、一段小的“竹节形”。
三、细长轴车刀
1.车刀几何形状的选择
1) 尽量增大车刀主偏角。车刀的主偏角取 = 83°~93°
2) 应选用较大的前角,一般取 =15°~30°
3) 前面应磨有R1.5~R3 mm的断屑槽
4) 选择正刃倾角,取 = + 3°~+ 10°
5) 车刀表面粗糙度值要求在 以下
6) 应选择较小的刀尖圆弧半径( <0.3mm) 2. 93°细长轴精车刀
车刀的几何形见图4-10
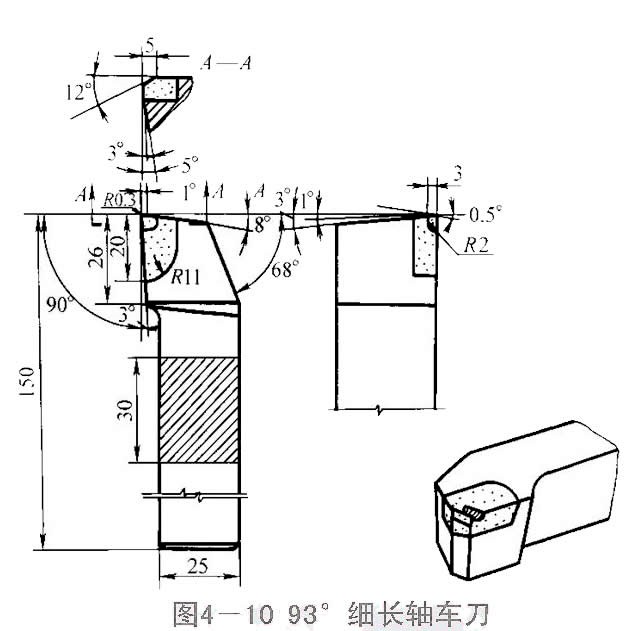
(1) 刀片材料 YT30硬质合金 (2) 刀具特点
(3) 切削用量 (4)适用范围 (5)使用要求
适用于加工45钢,精车L/d<50的细长轴。
1) 要求机床无振动现象 2)刀具应高于工件轴线0.3~0.5mm装夹。
3. 75°细长轴粗车刀
车刀的几何形状见图4-11。
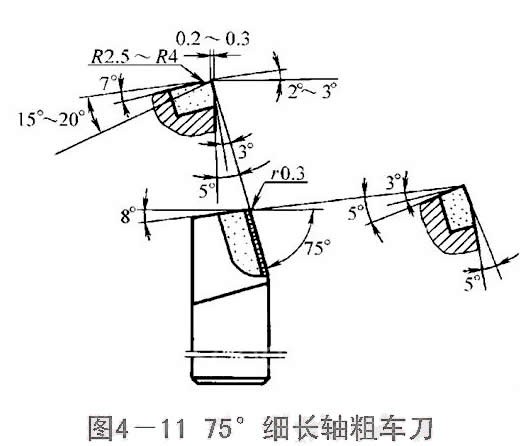
适用于反向进给粗车光杠、丝杠等细长轴外圆。
五、细长轴车削方法的改进
1.减少装夹接触面积
2.改进车削方法
(1) 采用反向进给车削细长轴
(2) 使用对刀切削法车削细长轴
(3) 使用三爪跟刀架