





选择粗基准时,主要要求保证各加工面有足够的余量,使加工面与不加工面间的位置符合图样要求,并特别注意要尽快获得精基面。具体选择时应考虑下列原则:
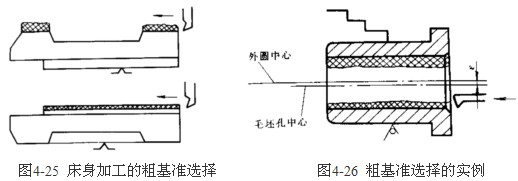
(1) 选择重要表面为粗基准 为保证工件上重要表面的加工余量小而均匀,则应选择该表面为粗基准。所谓重要表面一般是工件上加工精度以及表面质量要求较高的表面,如床身的导轨面,车床主轴箱的主轴孔,都是各自的重要表面。因此,加工床身和主轴箱时,应以导轨面或主轴孔为粗基准。如图4-25所示。
(2) 选择不加工表面为粗基准 为了保证加工面与不加工面间的位置要求,一般应选择不加工面为粗基准。如果工件上有多个不加工面,则应选其中与加工面位置要求较高的不加工面为粗基准,以便保证精度要求,使外形对称等。
如图4-26所示的工件,毛坯孔与外圆之间偏心较大,应当选择不加工的外圆为粗基准,将工件装夹在三爪自定心卡盘中,把毛坯的同轴度误差在镗孔时切除,从而保证其壁厚均匀。
(3) 选择加工余量最小的表面为粗基准 在没有要求保证重要表面加工余量均匀的情况下,如果零件上每个表面都要加工,则应选择其中加工余量最小的表面为粗基准,以避免该表面在加工时因余量不足而留下部分毛坯面,造成工件废品。
(4) 选择较为平整光洁、加工面积较大的表面为粗基准 以便工件定位可靠、夹紧方便。
(5) 粗基准在同一尺寸方向上只能使用一次 因为粗基准本身都是未经机械加工的毛坯面,其表面粗糙且精度低,若重复使用将产生较大的误差。
实际上,无论精基准还是粗基准的选择,上述原则都不可能同时满足,有时还是互相矛盾的。因此,在选择时应根据具体情况进行分析,权衡利弊,保证其主要的要求。