
在实际加工工件时,使用一把刀具一般不能满足工件的加工要求,通常要使用多把刀具进行加工。作为基准刀的1号刀刀尖点的进给轨迹如图1所示(图中各刀具无刀位偏差)。
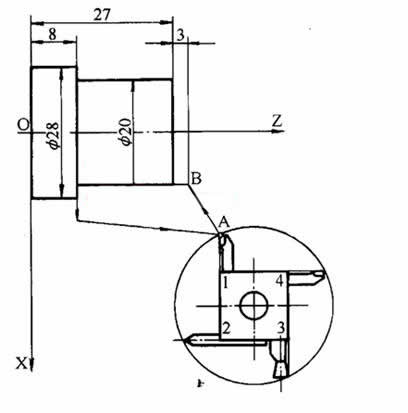
图1 基准刀
其它刀具的刀尖点相对于基准刀刀尖的偏移量(即刀位偏差)如图2所示(图中各刀具有刀位偏差)。在程序里使用M06指令使刀架转动,实现换刀,T指令则使非基准刀刀尖点从偏离位置移动到基准刀的刀尖点位置(A点)然后再按编程轨迹进给,如图2的实线所示。
刀具在加工过程中出现的磨损也要进行位置补偿。

图2 刀具位置补偿





动态详情
数控刀具位置补偿中的基准刀和补偿
在实际加工工件时,使用一把刀具一般不能满足工件的加工要求,通常要使用多把刀具进行加工。作为基准刀的1号刀刀尖点的进给轨迹如图1所示(图中各刀具无刀位偏差)。
图1 基准刀 其它刀具的刀尖点相对于基准刀刀尖的偏移量(即刀位偏差)如图2所示(图中各刀具有刀位偏差)。在程序里使用M06指令使刀架转动,实现换刀,T指令则使非基准刀刀尖点从偏离位置移动到基准刀的刀尖点位置(A点)然后再按编程轨迹进给,如图2的实线所示。 刀具在加工过程中出现的磨损也要进行位置补偿。
图2 刀具位置补偿 |