





(一)零件程序的输入
(二)译码
所谓译码,指的是将输入的数控加工程序段按一定规则翻译成数控装置中的计算机能够识别的数据形式,并按约定的格式存放在指定的译码结果缓冲器中。
(三)刀具补偿
经过译码后得到的数据,还不能直接用于插补控制,要通过刀具补偿计算,将编程轮廓数据转换成刀具中心轨迹的数据才能用于插补。刀具补偿分为刀具长度补偿和刀具半径补偿。
1.刀具长度补偿
在数控立式铣镗床上,当刀具磨损或更换刀具使Z向刀尖不在原初始加工的程编位置时,必须在Z向进给中,通过伸长(见图1)或缩短1个偏置值e的办法来补偿其尺寸的变化,以保证加工深度仍然达到原设计位置。
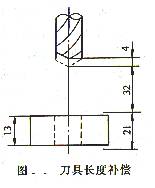
在图1中,所画刀具实线为刀具实际位置,虚线为刀具编程位置,则刀具长度补偿控制程序如下:
设定H01 = - 4.0 (偏置值)
N1 G91 G00 G43 Z-32.0 H01; 实际z向将进给-32.0+(- 4.0) = -36.0
N2 G01 Z-21.0 F1000; Z向将从- 36.0位置进给到-57.0位置。
N3 G00 G49 Z53.0; Z向将退回到53.0+4.0, 返回补始位置。
2.刀具半径补偿
刀具半径补偿是指数控装置使刀具中心偏移零件轮廓一个指定的刀具半径值。根据ISO标准,当刀具中心轨迹在程序加工前进方向的右侧时,称右刀具半径补偿,用G42表示;反之称为左刀具半径补偿,用G41表示;撤销刀具半径补偿用G40表示。
刀具半径补偿功能的优点是:在编程时可以按零件轮廓编程,不必计算刀具中心轨迹;刀具的磨损,刀具的更换不要重新编制加工程序;可以采用同一程序进行粗、精加工;可以采用同一程序加工凸凹模。
(四)速度控制
在零件数控程序中,F指令设定了进给速度。速度控制的任务是为插补提供必要的速度信息。由于各种CNC系统采用的插补法不同,所以速度控制计算方法也不相同。